製造業において、サンプルサイズを5個に設定する理由には、統計学的な背景と実務的な利便性があります。特に品質管理の現場では、サンプル数が製品のばらつきを適切に評価するための重要な要素となります。本記事では、サンプルサイズの決定に影響を与える統計学の理論や、コストと精度のバランスをどのように取るかについて詳しく解説します。
統計学は数学のスキルが必要ですが、今回の内容は数式を極限まで使わないで説明した「読み物」にしてありますので、数学が苦手な方でも安心して読むことができます!

この記事の内容を、実務で使える形に整えませんか?規格解釈だけで終わらせず、社内教育・規定作成・帳票整備・監査対応に使える教材や相談メニューをまとめています。
製造業でサンプルサイズを5個にする理由
製造業において、サンプルサイズN=5が選ばれることってよくありませんか?「検査数はN=5個ね」と言われても「なんでN=5なの?その理由なんだろう・・・?」とわからないで使っている人はかなり多いと思います。多分ほとんどの人が知らない。
理由は、統計学的にN=5個だと信頼できるからです。もう少しいうと、信頼性と効率のバランスを取るためです。
1個や3個では、ばらつきを捉えるには不十分であり、逆にサンプル数が多すぎるとコストや時間がかかります。この5個という数は、品質管理のプロセスで最低限の統計的信頼性を確保できる数として一般的に採用されているのです。
また、製品の製造工程におけるばらつきを把握するためにも、ランダムに5個のサンプルを取ることで、製品の品質を適切に管理できるからというのが結論です。
統計学に基づくサンプルサイズの決定要因
サンプルサイズの決定には、統計学的な要素が大きく関わります。
ちょっと難しい話になりますが具体的には、信頼水準、標準偏差、誤差の許容範囲がサンプル数を決定する上で重要です。
例えば、95%の信頼水準を選ぶ場合、1.96のZ値が使用されます。標準偏差が大きければ、推定誤差を小さくするためにサンプル数を増やす必要がありますが、製造業ではサンプルサイズ5個でも十分な推定精度を得ることができる場合が多いです。
統計的にバランスの取れた数がN=5であり、信頼区間を確保しながらもコストを抑えた選択と言えるつまり「絶妙なバランスがとれた数字がN=5」なんです。
【この解釈で、審査・監査に通るのか?】
——記事を読んでも、最後に残るのはこの一問だと思います。
構築段階・内部監査・仕入先監査(VDA6.3)・認証後の運用でお困りのクライアント様の多数お手伝いさせた実体験からお答えします。契約は不要、1質問から可能です!
▶1質問だけ送ってみる:詳細の確認はこちら
中心極限定理とサンプル数の関係
もっと難しい話になるので、ここは興味がある人だけ読んでください(笑)。
中心極限定理は、サンプル数が十分大きくなると、どんな分布からでもサンプル平均は正規分布に近づくという理論です。この理論によって、製造業ではサンプル数N=5個が採用されています。
N=5という数は、大規模なサンプルを取ることなく、サンプルの平均が母集団の平均に近づくための最低限のサンプル数として実用的です。もちろん、製品のばらつきが大きい場合には、さらに多くのサンプルが必要になることもありますが、5個であれば中心極限定理の影響を十分に活用できるため、品質管理においても有効です。
品質管理におけるサンプルサイズの重要性
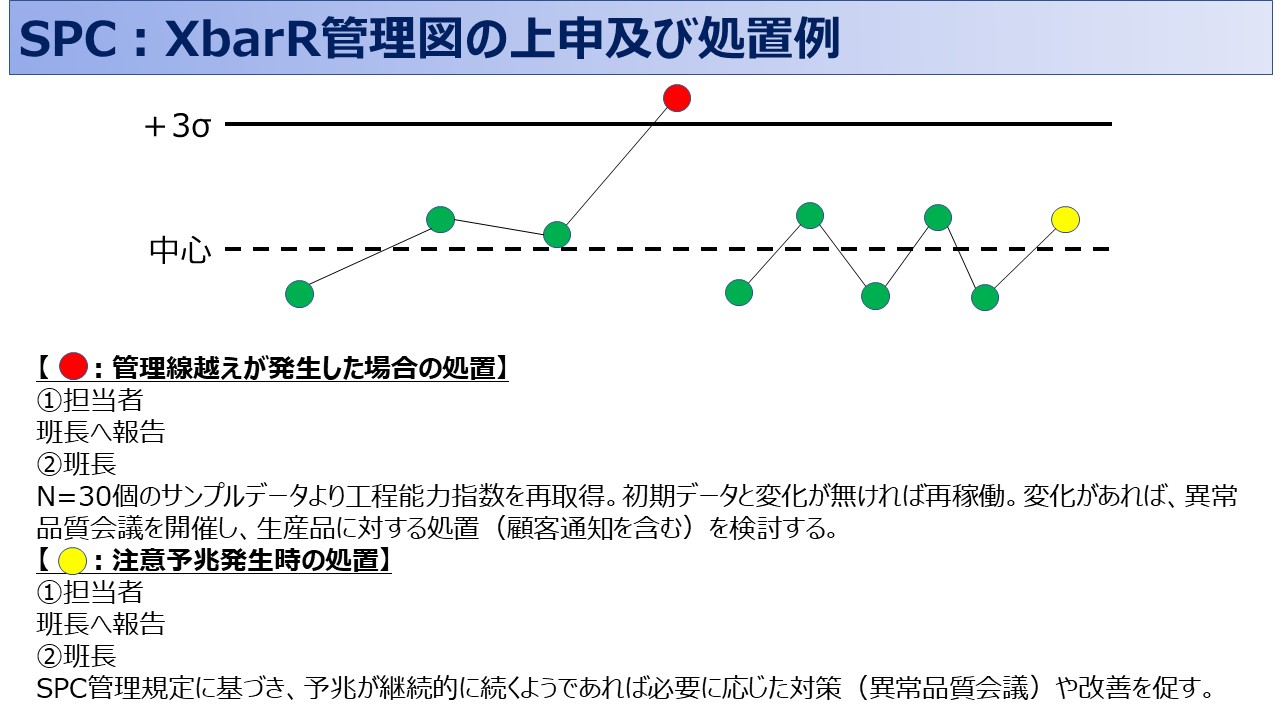
製造業において品質管理を行う際、適切なサンプルサイズの選定は欠かせません。特に統計的工程管理(SPC)や実験計画法(DOE)では、サンプル数がプロセスのばらつきや安定性をモニタリングする上で重要な要素です。
5個のサンプルをランダムに取ることで、プロセスの異常を検出する確率が高まり、品質の維持に役立ちます。サンプル数を5にすることは、コストや時間を最小限に抑えつつも、製品の安定した品質を確保するために最適な手法です。
よく「N=1やN=3の検査数ではだめですか?」と質問される方がいらっしゃるのですが、今回のご説明のように答えはNoです。皆さんも統計学的にN=5が有益な理由がお分かりいただけたと思うので、今後は社内で質問されたら是非理由を説明してあげてくださいね!
SPCに関する関連記事
N数を増やす必要がある場合
逆に上司から「〇〇工程で不良が出てきたからN数増やしてデータ解析して」とお願いされることもありますよね?
この時N=30個やN=125個を取得要求されることもあると思いますが、これはモニタリングの用途ではなく、解析の用途になる為必要になると考えておくとわかりやすいと思います。
製品のばらつきが非常に大きい場合や、より高い精度が求められる場合には、サンプルサイズを増やす必要が出てくるからです。
一般的に、サンプル数が30個以上になると、統計学的な信頼性がさらに高まります。これにより、推定の誤差が減り、製品の品質や工程のばらつきをより正確に把握できます。しかし、製造現場でN=5が採用される理由は、コストや時間の効率を重視しながらも、必要な信頼性を保つことができるために使用されるのでN=5とされます。
ここから先は、もう一段踏み込んだ「定量的な話」になります
ここまでの内容で、「なぜ製造業ではN=5が使われているのか」という考え方の全体像は掴んでいただけたと思います。ただ、実務や審査、顧客説明の場面では、さらに一歩踏み込んで「では、その判断はどの程度“安全”と言えるのか」「N=3と何がどれくらい違うのか」といった定量的な説明を求められることも少なくありません。
そこで別途、平均値のばらつきと95%判断幅、さらに規格幅との関係を図解付きで整理した有料記事をご用意しました。
慣例ではなく、「なぜN=5で判断できると言えるのか」を数値の関係として説明できるようになりたい方は、ぜひあわせてご覧ください。
サンプルサイズN=5の理由:まとめ
製造業におけるサンプルサイズN=5の設定は、統計学的な根拠と現場での効率を両立させた合理的な選択だとおわかりいただけたでしょうか。
サンプルサイズを増やすほど推定の精度が上がる一方で、コストや時間も増加します。N=5は、信頼性をある程度確保しながらも、効率的に品質管理を行うための適切なバランスが取れた数です。
ちょっと難しい話ですが中心極限定理により、5個のサンプルでも母集団の特性を正確に反映できる可能性が高く、品質管理におけるばらつきの検出やプロセスの安定性評価にも十分対応可能となります。もちろん、ばらつきの大きい製品や高い精度を求められる場合には、30個以上のサンプルが推奨されますが、製造業の現場ではN=5が実用的かつ経済的な基準として広く採用されています。
本記事を通じて、製造業でのサンプルサイズ決定の理由について理解が深まることができれば幸いです。
QMS認証パートナー
IATF16949・ISO9001・VDA6.3は、要求事項を理解するだけでなく、現場で説明できる仕組みにすることが重要です。判断に迷う部分は個別相談で、資料を整えたい場合は教材・サンプルをご活用ください。
メール相談・個別コンサル監査対応、規格解釈、規定・帳票の考え方を実務目線で確認できます。
自社で整備したい方はこちら学習教材、社内教育資料、規定サンプル、帳票サンプルを目的別にまとめています。