監査の現場では、審査員や顧客監査員から必ずこう問われます。「このロット、いつ・どの設備で・誰が・どの条件で作ったか、今すぐ提示できますか」。紙の日報やExcelを探して数十分——これは多くの製造業が抱える弱点です。
MES(製造実行システム)は、まさにこの問いへ即答するための仕組みです。
本記事は、ISO9001・IATF16949の内部監査やVDA6.3第二者監査を実際に行ってきた品質実務者の視点から、MESの定義・機能・ERPとの違い、そして審査や顧客監査でなぜ効くのかまでを、現場で腹落ちする形で解説します。

この記事の目次
製造業のMES(製造実行システム)とは
MESとはManufacturing Execution Systemの略で、日本語では「製造実行システム」と訳されます。生産ラインの各工程と連携し、作業指示・進捗・実績・品質データをリアルタイムで収集・管理する仕組みです。
製造業のITシステムは大きく3層で考えると理解しやすくなります。
最上位に経営資源を管理するERP(基幹システム)、最下位に設備を動かす制御層(PLC・SCADA)、そしてその中間で「計画を現場の実行につなぐ」のがMESです。MESは経営の数字と現場の現実を橋渡しする、いわば工場の神経系にあたります。
MESが「製造現場の実行管理」を担う理由
ERPが作成した生産計画は、そのままでは現場で動きません。「どの設備で・どの順番で・どの条件で作るか」という実行レベルの情報に落とし込み、作業者へ指示し、結果を回収して初めて生産が回ります。MESはこの指示→実行→実績収集→フィードバックのループを担い、計画と現場のズレをリアルタイムで可視化します。
いま製造業でMESが注目される背景
注目の背景には4つの構造変化があります。ひとつは熟練技術者の退職による技術継承・属人化の問題、ふたつめは人手不足を補う省人化・自動化の要請、みっつめは製造業DX/スマートファクトリーの潮流です。そして見落とされがちな4つめが、自動車・医療機器などで年々厳格化するトレーサビリティ要求です。紙とExcelでは追跡コストが限界に達し、MESによるデータ基盤が不可欠になっています。
MESの主な機能(現場で担う役割)
MESの機能は、業界団体MESAやISA-95で整理された代表的な機能群が基礎になっています。ここでは実務上重要なものを3つのグループに整理します。
実績収集・進捗管理
各工程の生産数・稼働状況・作業時間を自動で収集し、計画に対する進捗をリアルタイムで把握します。設備からの直接収集により、日報転記の手間と転記ミスを排除できます。「今どこまで進んでいるか」「どこで滞留しているか」が一目で分かることが、改善活動の出発点になります。
品質管理・トレーサビリティ
検査結果や測定値、設備条件(温度・圧力・トルクなど)を製品・ロットに紐づけて記録します。これにより、製品1個・1ロット単位で「いつ・どこで・どの条件で作られたか」を後から追跡できます。後述するとおり、ここがMESの真価であり、品質保証部門にとって最も価値のある機能です。
設備保全・在庫・スケジューリング
設備の稼働・停止・チョコ停を記録して保全計画に活かし、仕掛品・部品在庫を工程単位で管理します。さらに作業手配(差立)やスケジューリングにより、限られた設備・人員を効率配分します。これらが連動することで、生産性と品質を同時に追求できるようになります。
MESとERP・生産管理システムの違い
MESは「ERP」や「生産管理システム」と混同されがちですが、対象範囲と目的が異なります。ここを正しく切り分けることが、自社に必要なシステムを見極める第一歩です。
MESとERPの違い
最も大きな違いは「経営の管理」か「現場の実行」かです。
ERPは企業全体のヒト・モノ・カネを統合管理し経営判断を支えるのに対し、MESは製造現場のオペレーションに特化します。ERPが上位(計画)、MESが下位(実行)に位置し、両者を連携させることで経営計画と現場実行がシームレスにつながります。
| 比較軸 | ERP(基幹システム) | MES(製造実行システム) |
|---|---|---|
| 主な対象 | 企業全体の経営資源 | 製造現場のオペレーション |
| 主な利用者 | 経営層・管理部門 | 現場管理者・作業者 |
| 時間軸 | 日次〜月次の計画・実績 | 秒〜分単位のリアルタイム |
| 主な目的 | 全社最適・経営判断 | 工程最適・品質と生産性 |
| 位置づけ | 上位(計画) | 下位(実行) |
MESと生産管理システムの違い
国内で「生産管理システム」と呼ばれるものは、受注・生産計画・在庫・原価などを管理する範囲が中心で、ERP寄りの性格を持つ製品が多くあります。一方MESは、計画よりも「現場でのリアルタイム実行と実績収集」に踏み込む点が異なります。両者は競合ではなく、計画系と実行系として役割分担する関係にあります。
MESとPOP・SCADAの違い
POP(生産時点情報管理)は実績収集に特化した仕組みで、MESの一機能に近い位置づけです。SCADA・PLCはさらに下層で、設備そのものを監視・制御します。MESはPOPの実績収集を包含しつつ、品質・トレーサビリティ・スケジューリングまで広く担う点で、より上位の概念といえます。
【監査実務者の視点】MESがIATF16949・顧客監査で効く理由
ここからが、ITベンダーの解説記事ではまず触れられない領域です。MESは単なる生産性向上ツールではなく、ISO9001・IATF16949の要求に「証拠で答える」ための装置として極めて強力に機能します。
トレーサビリティ要求(ISO9001/IATF16949 8.5.2)とMES
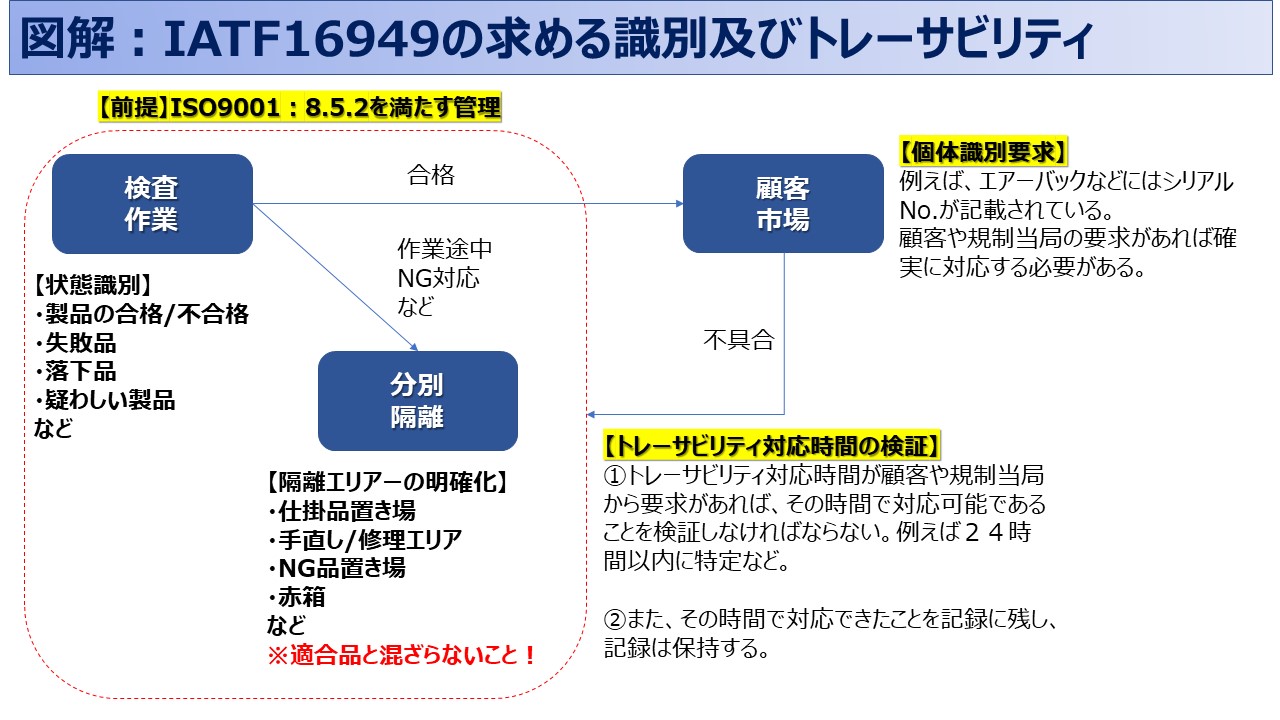
ISO9001の箇条8.5.2「識別及びトレーサビリティ」、そしてそれを大幅に強化するIATF16949の要求では、製品の識別とロット追跡が求められます。とくにIATF16949では、社内・顧客双方のトレーサビリティ要求を分析し、追跡可能とする計画を持つことが期待されます。
監査で問われるのは「仕組みがあるか」ではなく「今この場で、対象ロットの来歴を提示できるか」です。MESがあれば、製造日時・設備・作業者・使用部品ロット・検査結果まで数クリックで遡れます。紙台帳で数十分かけて探す企業と、即座に提示できる企業とでは、審査・顧客監査での印象が決定的に変わります。

QC工程図・コントロールプランとMESの関係
.jpg)
QC工程図やコントロールプランは「各工程で何を・どの頻度で・どの方法で管理するか」を定めた品質の設計図です。しかし紙で運用すると、「決めた管理項目が、実際に決めた頻度で記録されているか」が崩れやすいのが現実です。
MESはこのコントロールプランをシステムに組み込み、規定の管理特性を自動収集し、規定頻度の記録を強制できます。つまり「計画(コントロールプラン)と実行(現場記録)の一致」を構造的に担保でき、監査で最も突かれやすい弱点を塞げます。

SPC・工程能力(Cpk/Ppk)のリアルタイム監視
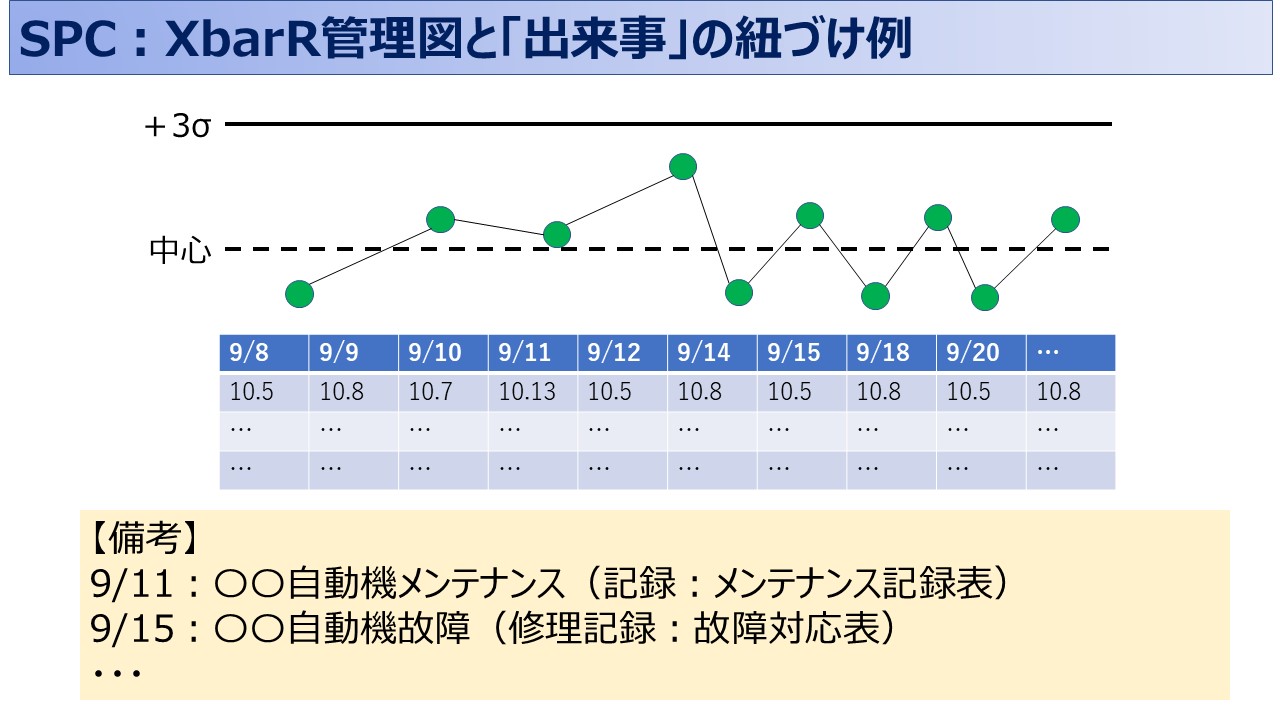
SPC(統計的工程管理)や工程能力指数Cpk/Ppkは、自動車品質の中核ツールです。MESはインライン測定データを自動収集し、管理図をリアルタイム描画、規格外や傾向異常を即時に検知します。異常をその場で捉えてロットアウトできるため、不適合の流出を最小化できます。事後にExcelで集計する運用とは、品質保証のレベルが根本的に異なります。
顧客監査・第二者監査での「ロット追跡」実演に強い
第二者監査(顧客監査)では、特定ロットを指定して「このロットの全工程の記録を見せてください」と実演を求められる場面が頻繁にあります。MESがあれば、指定ロットの工程履歴・条件・検査値を即座に画面提示でき、リコール発生時の影響範囲特定も迅速です。「証拠を即出せる」ことそのものが、サプライヤーとしての信頼につながります。
MES導入のメリット
MES導入で得られる効果は、品質・生産性・組織の3方向に及びます。
第一に品質の向上と不適合の早期発見です。データの自動収集により不良原因の特定が速くなり、流出防止と是正処置の精度が上がります。第二に属人化の解消と標準化です。熟練者の手順や判断をデータ化・標準化でき、技能伝承や新人教育が効率化します。
第三にリアルタイムの可視化によるコスト削減です。滞留・ロス・手待ちが見えることで、根拠あるカイゼンが回り、廃棄・手直しが減少します。これらは結果として、審査・顧客監査への対応力強化にも直結します。
MES導入の進め方と失敗しないための注意点
MESは「入れれば効果が出る」ものではありません。失敗の典型は、目的が曖昧なまま全機能を一度に導入し、現場が使いこなせず形骸化するパターンです。
成功の鍵は4つです。
- 目的の明確化——「トレーサビリティ強化」「実績の自動収集」など解くべき課題を絞ること
- スモールスタート——重要工程から段階導入し、効果を確かめながら広げること
- 現場の巻き込み——使う作業者の声を設計に反映すること
- ERP・設備との連携設計——計画系と制御系のデータ連携を事前に詰めること
中小企業・クラウドMESという選択肢
かつてMESは大規模投資が前提でしたが、近年はクラウド型MESの普及により、中小企業でも低コストで必要な機能から段階導入できるようになりました。「自社の品質要求・顧客要求に対し、どの機能から始めるか」を見極めることが、規模を問わず最も重要です。
まとめ
MES(製造実行システム)は、ERPの計画と現場の制御をつなぎ、作業指示・実績収集・品質管理・トレーサビリティをリアルタイムに担う仕組みです。ERPや生産管理システムとは「現場の実行に踏み込む」点で役割が異なります。
そして監査実務者の視点で見れば、MESの本質は「審査・顧客監査で問われる証拠を、その場で出せる体制」をつくることにあります。
ISO9001/IATF16949のトレーサビリティ要求、コントロールプランの確実な運用、SPCによる工程監視——いずれも、紙とExcelでは崩れやすい弱点を構造的に塞いでくれます。MES導入を「生産性の投資」だけでなく「品質保証と監査対応力の投資」として捉えることが、自動車部品サプライヤーにとっての本当の価値です。
QMS認証パートナー
IATF16949・ISO9001・VDA6.3は、要求事項を理解するだけでなく、現場で説明できる仕組みにすることが重要です。判断に迷う部分は個別相談で、資料を整えたい場合は教材・サンプルをご活用ください。
メール相談・個別コンサル監査対応、規格解釈、規定・帳票の考え方を実務目線で確認できます。
自社で整備したい方はこちら学習教材、社内教育資料、規定サンプル、帳票サンプルを目的別にまとめています。