製造現場では、不適合品が発生した際に、廃棄ではなく手直しによって再使用・再投入するケースがあります。しかし、手直し品の管理が曖昧なままだと、手直し前の品と手直し後の品が混在したり、再検査前の品が合格品として流れたりするリスクがあります。手直しは不適合を直すための処置ですが、やり方を誤ると新たな不適合を生む可能性もあります。
この記事では、製造業における手直し品の管理方法について、IATF16949・ISO9001の考え方を踏まえながら、識別、隔離、作業指示、再検査、記録のポイントを実務目線で解説します。

この記事を書いた人
所属:QMS認証パートナー専属コンサルタント
年齢:40代
経験:製造業にて25年従事(内自動車業界15年以上)
得意:工場品質改善・プロジェクトマネジメント
目標:ちょっとの相談でも頼りにされるコンサルタント
※難解な規格を簡単に解説がモットー!
【サイトポリシー】
当サイトは、品質マネジメントシステムの普及を目的に、難解になりがちな規格要求を、できるだけ分かりやすく解説しています。実務の中で「少し確認したい」「判断に迷う」といった場面で、参考にしていただける情報提供を目指しています。※本記事の内容は、実際の現場支援経験をもとに整理しています。
「無料で学ぶ」「有料で実践する」——皆様の目的に合わせて活用可能です!
✅ QMS・品質管理・製造ノウハウを無料で学びたい方へ
👉 本サイト「QMS学習支援サイト」を活用しましょう!「QMSについて知りたい」「品質管理の基礎を学びたい」方に最適!
✔ IATF 16949やISO 9001・VDA6.3の基礎を学ぶ
✔ 品質管理や製造ノウハウを無料で読む
✔ 実務に役立つ情報を定期的にチェック
✅ 実践的なツールやサポートが欲しい方へ
👉 姉妹サイト「QMS認証パートナー」では、実務で使える有料のサポートサービスを提供!「すぐに使える資料が欲しい」「専門家のサポートが必要」な方に最適!
✔ コンサルティングで具体的な課題を解決
✔ すぐに使える帳票や規定のサンプルを購入
✔ より実践的な学習教材でスキルアップ
皆様の目的に合わせて活用可能です!
| ・当サイトの内容は、あくまでもコンサルタントとして経験による見解です。そのため、保証するものではございません。 ・各規格の原文はありません。また、規格番号や題目なども当社の解釈です。 ・各規格については、規格公式サイトを必ず確認してください。 ・メールコンサルティングは空きあります(2025年9月現在)。この機会に「ちょっと相談」してみませんか?1質問の無料サービス期間を是非ご利用ください。 →サービスのお問い合わせはこちら |
IATF16949構築で整理しておきたい視点
IATF16949(自動車産業のQMS)の構築や運用では、規格要求の理解だけでなく、それをどのようなルールや記録に落とし込むかが重要になります。ISO9001との違いや不足点を把握できていないと、構築途中で手が止まってしまうことも少なくありません。
まずは全体像を整理し、必要な知識や帳票の考え方を段階的に確認していくことが、無理のない対応につながります。
この記事の目次
手直し品の管理とは何か
手直し品の管理とは、不適合が発生した製品や部品に対して、定められた方法で手直しを行い、再検査によって要求事項を満たしていることを確認する管理のことです。単に「不具合部分を直す」だけではなく、手直し前、手直し中、手直し後、再検査待ち、再検査合格といった状態を明確に分けることが重要です。
製造現場では、バリ取り、汚れ除去、ラベル貼り直し、寸法修正、外観修正、部品の付け直しなど、さまざまな手直しが発生します。一見すると簡単な作業に見えても、手直し方法が標準化されていなかったり、再検査が不十分だったりすると、不良流出につながる可能性があります。
IATF16949における手直し製品の管理については、【IATF16949攻略】8.7.1.4:手直し製品の管理の要求事項徹底解説!で詳しく解説しています。本記事では、要求事項そのものの解説ではなく、現場で手直し品をどのように管理するかに絞って説明します。
手直し品管理が必要な理由
手直し品管理が必要な理由は、手直しが品質リスクを伴う作業だからです。不適合を修正するために行う作業であっても、作業方法や確認方法が不適切であれば、新たな傷、寸法変化、機能不良、外観不良、異品混入などを発生させる可能性があります。
たとえば、バリ取りを行った結果、必要以上に削ってしまうことがあります。汚れを拭き取る作業で、表面に傷をつけてしまうこともあります。ラベルを貼り直す際に、誤ったラベルを貼ってしまえば、識別不良や誤出荷につながります。つまり、手直しは「直す作業」であると同時に、「別の不具合を作り込む可能性がある作業」でもあります。
そのため、手直し品は通常品と同じように扱ってはいけません。手直し対象品を明確にし、作業方法を決め、力量のある作業者が実施し、再検査で適合を確認したうえで、初めて通常品として戻す必要があります。
手直し品と修理品の違い
手直し品管理でまず整理しておきたいのが、手直し品と修理品の違いです。一般的に、手直しは、要求事項を満たさない製品を、もともとの要求事項に適合する状態へ戻す処置です。一方、修理は、要求事項を完全には満たさない可能性があるものを、使用可能な状態へ戻す処置として扱われることがあります。
たとえば、軽微なバリを除去して図面要求を満たす状態に戻す場合は、手直しとして扱いやすいです。一方で、破損した部分を補修し、元の設計状態とは異なるが使用可能と判断するような場合は、修理として扱うべき可能性があります。
この違いを曖昧にすると、顧客承認や記録の扱いを誤ることがあります。修理製品の管理については、【IATF16949攻略】8.7.1.5:修理製品の管理の要求事項徹底解説!も確認しておくとよいでしょう。自社の規定では、「手直し」と「修理」を明確に定義しておくことが重要です。
手直し品として管理すべき具体例
手直し品として管理すべきものには、検査で不適合となった後に再加工する品、外観修正を行う品、部品の付け直しを行う品、ラベルや表示を修正する品、清掃や異物除去を行う品、バリ取りを行う品などがあります。
注意したいのは、現場で「少し直しただけ」と扱われる作業です。たとえば、作業者がその場で軽く削る、拭き取る、曲げを直す、ラベルを貼り直すといった対応が、正式な手直し記録なしに行われることがあります。このような作業が繰り返されると、どの品をどのように手直ししたのか分からなくなります。
手直し品管理では、手直しの大きさだけでなく、品質への影響で判断します。製品機能、寸法、外観、識別、顧客要求に影響する可能性がある場合は、必ず手直し品として識別し、記録と再検査を残すべきです。
手直し前にリスクを確認する
手直しを行う前には、手直しによって新たな不具合が発生しないかを確認します。これは、手直し作業そのものが工程外の特別な処置になる場合があるためです。特に、通常工程とは異なる場所、工具、作業者、方法で手直しを行う場合は、リスク確認が重要になります。
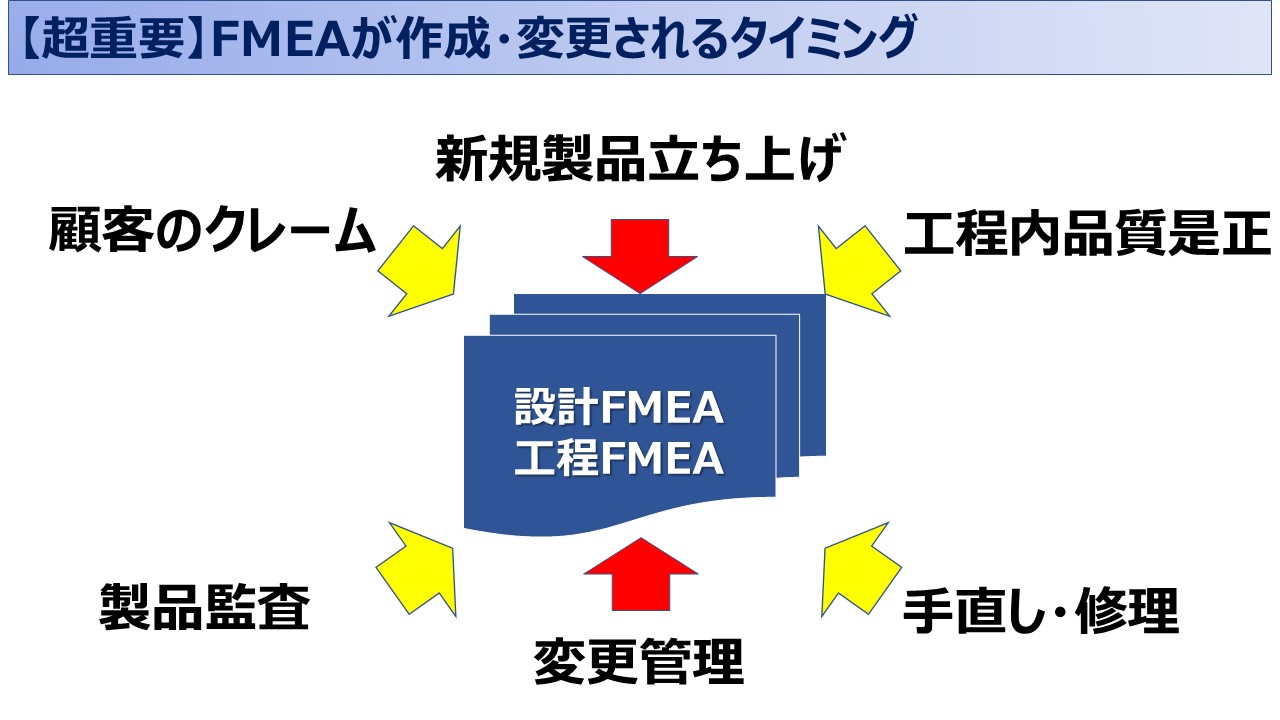
確認すべき内容は、手直し方法が妥当か、使用する工具で製品を傷つけないか、寸法や機能へ影響しないか、作業者に必要な力量があるか、再検査で適合を確認できるか、といった点です。必要に応じて、FMEAやコントロールプランへの影響も確認します。
FMEAの基本的な考え方については、FMEAはIATF16949で超重要!意味・分析内容・作成ポイント解説も参考になります。手直し前にリスクを整理しておくことで、「直したつもりが別の不具合を作った」という問題を防ぎやすくなります。
手直し指示を明確にする
手直し品管理では、手直し指示を明確にすることが重要です。口頭だけで手直しを指示すると、作業者によって方法が変わったり、どこまで手直しすべきかが曖昧になったりします。
手直し指示には、対象品番、対象ロット、数量、不適合内容、手直し方法、使用工具、作業場所、作業者、注意点、再検査項目、判定基準を記載できるようにしておくとよいでしょう。特に、通常作業とは異なる方法で処置する場合は、写真や図を使って手直し範囲を明確にすると、作業ばらつきを抑えやすくなります。
また、手直し指示は、誰が承認するかも重要です。製造部門だけで判断してよいものと、品質保証部門の承認が必要なものを分けておくと、現場判断のばらつきを防げます。顧客要求に関係する場合は、顧客承認の要否も確認する必要があります。
手直し品の置き場を分ける
手直し品は、置き場管理も重要です。手直し前の品、手直し中の品、手直し後で再検査待ちの品、再検査合格品が混在すると、未確認品が合格品として流れる可能性があります。
理想的には、「手直し待ち」「手直し中」「再検査待ち」「再検査合格」など、状態ごとに置き場を分けます。スペースの都合ですべてを分けられない場合でも、識別票や保留票を使って、状態が一目で分かるようにする必要があります。
不適合品の置き場管理と同じく、手直し品も通常品と混在させないことが基本です。

手直し作業者の力量を確認する
手直し作業は、通常作業よりも難しい場合があります。なぜなら、正常な状態に戻すためには、不適合内容を理解し、どこまで修正してよいかを判断しながら作業する必要があるためです。
たとえば、外観手直しでは、削りすぎ、磨きすぎ、拭き取りムラ、傷の追加などが問題になります。寸法に関わる手直しでは、要求範囲を超えてしまう可能性があります。ラベルや識別の手直しでは、誤表示が発生すると重大な流出リスクになります。
そのため、手直し作業者には、対象製品、不適合内容、作業方法、判定基準、使用工具、注意点について教育を行い、必要に応じて力量確認を実施します。手直し作業を誰でもできる作業として扱うのではなく、認定された作業者が行う仕組みにしておくと、品質リスクを低減できます。
手直し後の再検査を必ず行う
手直し品管理で最も重要なポイントの一つが、手直し後の再検査です。手直しを実施しただけでは、要求事項を満たしていることを確認したことにはなりません。必ず、手直し後に再検査を行い、適合していることを確認します。
再検査では、手直しした箇所だけを見るのではなく、手直しによって影響を受ける可能性がある範囲も確認します。たとえば、バリ取り後はバリが除去されているかだけでなく、削りすぎ、傷、寸法変化がないかを確認します。ラベル貼り直し後は、ラベル内容、貼付位置、品番、ロット、数量との整合を確認します。
合否判定基準が曖昧だと、再検査の判断が作業者ごとに変わります。合否判定基準については、【IATF16949攻略】8.6.6:合否判定基準の要求事項徹底解説!も参考になります。手直し後の再検査基準を明確にしておくことで、手直し品の品質を安定させやすくなります。
手直し品の記録に残すべき内容
手直し品管理では、記録を残すことが重要です。記録がなければ、どの品を、なぜ、どのように手直しし、誰が確認したのかを後から説明できません。
手直し記録には、対象品番、ロット番号、数量、不適合内容、手直し理由、手直し方法、作業者、作業日、使用工具、再検査結果、判定者、承認者、処置結果を記録します。必要に応じて、写真、測定データ、再検査成績書、顧客承認記録も添付します。
記録で重要なのは、手直しした事実だけでなく、手直し後に要求事項へ適合していることを示すことです。品質記録の考え方については、品質記録の意味・保管方法とは?ISO9001の要求に基づき解説も確認しておくとよいでしょう。
手直し品と特採品を混同しない
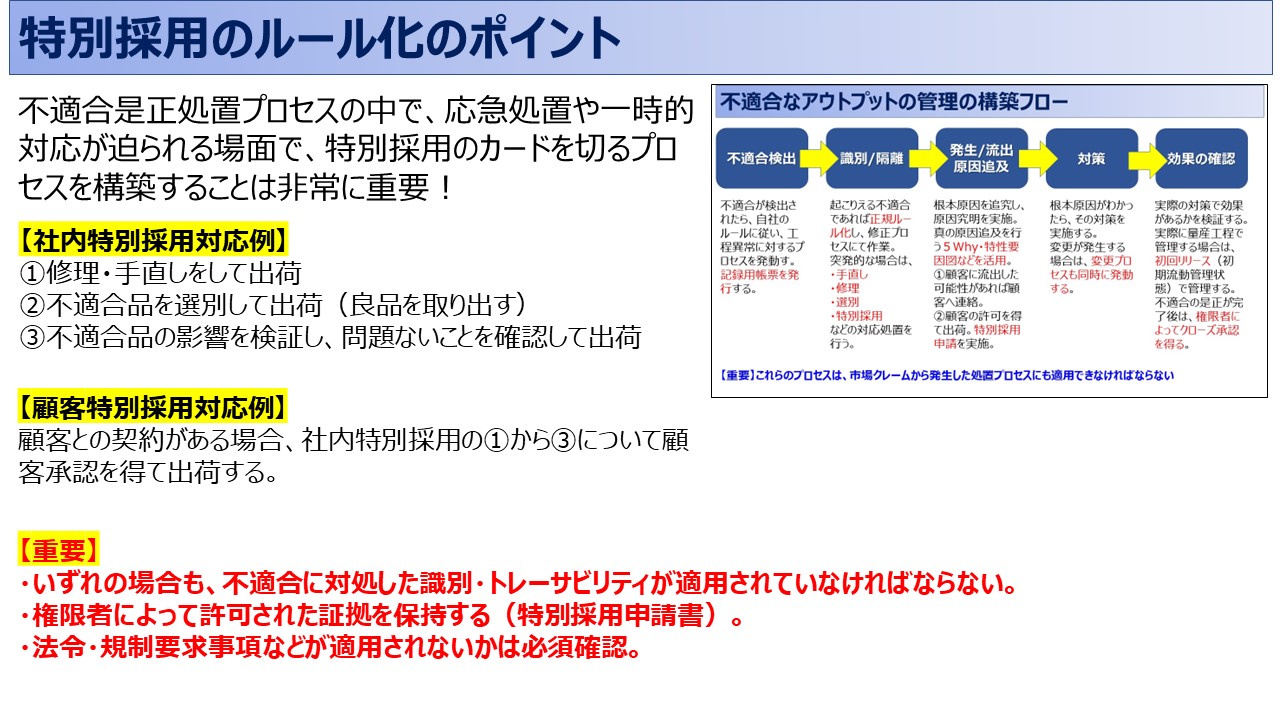
手直し品管理で注意したいのが、手直し品と特採品の混同です。手直し品は、手直し後に要求事項を満たす状態へ戻すことが前提です。一方、特採品は、要求事項を満たしていない状態でも、顧客や権限者の許可を得て使用または出荷するものです。
たとえば、手直し後の外観が基準内に戻っているなら手直し品として扱えます。しかし、基準を完全には満たしていないものの、機能上問題ないとして顧客承認を得て出荷する場合は、特採として扱うべきです。
この区別が曖昧だと、顧客承認が必要なものを社内判断だけで流してしまう可能性があります。特別採用については、【IATF16949攻略】8.7.1.1:特別採用に対する顧客の正式許可の要求事項徹底解説!も参考になります。手直しで適合に戻るのか、特採として許可が必要なのかを明確に判断しましょう。
手直し品のトレーサビリティを確保する
手直し品は、通常品よりもトレーサビリティを意識して管理する必要があります。なぜなら、手直し品に不具合が再発した場合、どのロットで、どの作業者が、どの方法で手直ししたのかを追跡する必要があるためです。
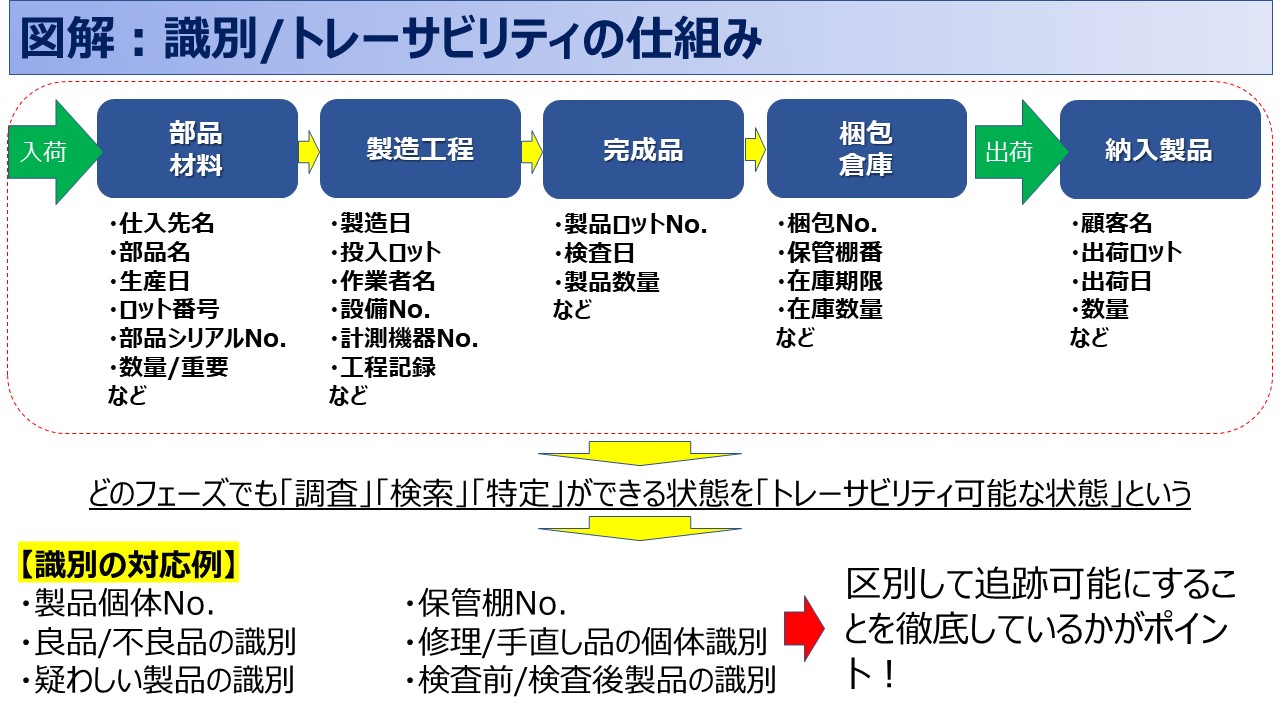
手直し品の識別では、品番、ロット番号、数量、手直し日、手直し内容、再検査結果が分かるようにします。手直し後に通常品へ戻す場合も、必要に応じて手直し履歴を記録として残します。これにより、後から品質問題が発生した場合でも、対象範囲を絞り込みやすくなります。
識別及びトレーサビリティについては、【IATF16949攻略】8.5.2.1:識別及びトレーサビリティ-補足の要求事項徹底解説!が関連します。手直し品管理では、現品の識別と記録の紐づけをセットで考えることが重要です。
手直し品管理で監査指摘を受けやすいポイント
手直し品管理で監査指摘を受けやすいのは、手直し作業が現場判断で行われ、正式な指示や記録が残っていないケースです。特に、軽微な外観修正、バリ取り、ラベル貼り直し、部品の付け直しなどは、日常的に行われるため、管理対象から漏れやすい傾向があります。
また、手直し後の再検査記録が不十分なケースも指摘されやすいです。手直しを行った記録はあっても、再検査で適合を確認した証拠がなければ、品質保証としては弱くなります。さらに、手直し前後の置き場が分かれておらず、再検査待ち品と合格品が混在している場合も問題になります。
監査では、「手直ししてよい条件」「誰が指示するか」「誰が実施するか」「どのように再検査するか」「記録が残っているか」が確認されます。手直し品を例外処置としてではなく、ルール化されたプロセスとして管理することが重要です。
内部監査はチェックリストを回すだけでなく、計画の立て方や結果のまとめ方で改善につながるかが変わります。必要な帳票・記録の考え方は〔内部監査6点セット〕で整理できます。
手直し品管理を現場で機能させるポイント
手直し品管理を現場で機能させるには、ルールを複雑にしすぎないことが大切です。手直しのたびに過剰な書類が必要になると、現場がルールを避けるようになり、結果として記録が残らない状態になります。
有効なのは、手直しのリスクに応じて管理レベルを分けることです。軽微な手直しは簡易記録と再検査、品質リスクが高い手直しは品質保証承認と詳細な再検査、顧客要求に関わる手直しは顧客承認の確認を行うなど、影響度に応じて管理方法を変えると運用しやすくなります。
また、手直し品管理票を作成し、手直し指示、作業記録、再検査結果、承認を一枚で追えるようにすると、現場で使いやすくなります。重要なのは、現場担当者が迷わず使え、品質保証部門が後から確認できる仕組みにすることです。
手直しはその場しのぎでなく、誰が・どの条件で承認するかをルール化できているかが要点。判断基準と記録の残し方は〔手直し申請書帳票〕で整理できます。
まとめ:手直し品管理は再検査と記録が重要である
手直し品管理で重要なのは、手直し対象品を明確にし、通常品と混在させず、定められた方法で手直しを行い、再検査で適合を確認してから次工程や出荷へ戻すことです。手直しは不適合を直すための処置ですが、作業方法が曖昧なまま行われると、新たな不具合や誤流出につながる可能性があります。
特に、手直し前後の識別、置き場管理、作業者の力量、再検査基準、記録の残し方は、現場でよく問題になりやすいポイントです。また、手直し品、修理品、特採品の違いを明確にしておかないと、顧客承認が必要なものを誤って社内判断で流してしまうリスクがあります。
手直し品管理票、手直し指示書、再検査記録、手直しと特採の判断基準で迷う場合は、メールコンサルティングで個別に整理することも可能です。自社の製品特性や顧客要求に合わせて、現場で無理なく運用できる手直し品管理ルールへ落とし込むことが重要です。
サービスの特徴
・ISO9001、IATF16949、VDA6.3に対応
・構築教材、規定、帳票などのノウハウ販売
・実務に使いやすい資料で自立構築支援
・認証取得後の維持・運用にも活用しやすい
・製造業に特化した内容で整理
QMS認証パートナー:https://partner.iatf-iso.net/
弊社はISO9001、IATF16949、VDA6.3に関する教材、規定、帳票、ノウハウ資料の販売/メールコンサルを展開しています。コンサルに全面依存せず、自社で構築や運用を進めたい企業や、必要な資料を整理しながら実務に落とし込みたい場合に活用しやすいサービスです。
ご相談・不明点については、下記ボタンよりお気軽にお問い合わせください。