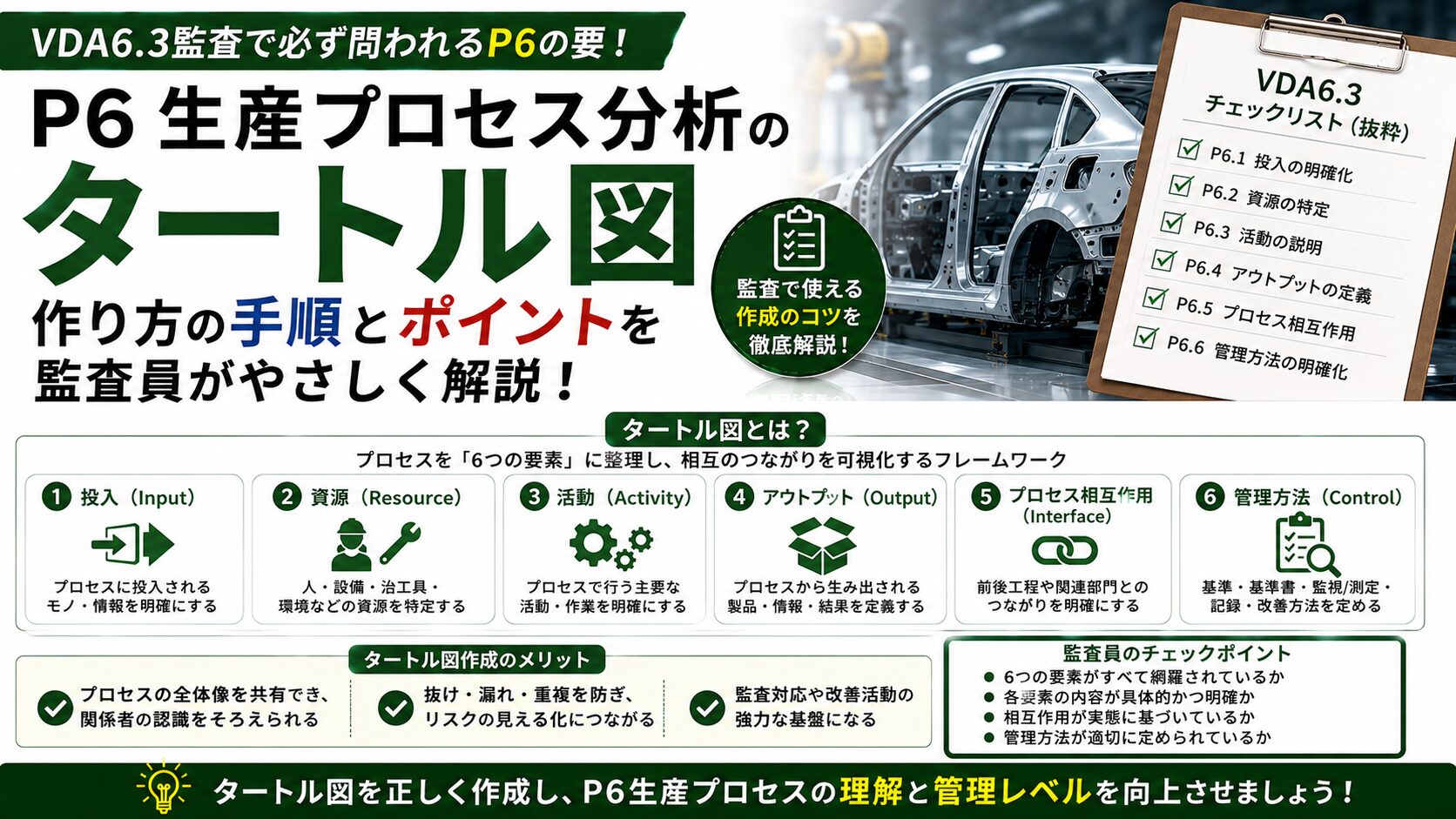
「VDA6.3のP6は、タートル図で分析してください」——顧客監査でそう言われても、いざ自社の量産工程をタートル図に落とし込もうとすると、「何を、どこに、どこまで書けばいいのか」で手が止まる方は少なくありません。P6(生産プロセス分析)は、VDA6.3の中でも唯一タートル図で表現できる範囲であり、量産工程の実力がそのまま点数に出る、最も現場寄りのプロセス要素です。
本記事では、二者監査・顧客監査の実務経験をもとに、P6タートル図の全体像、6つのサブ要素をタートルに配置する手順、量産工程を想定した記入例、そして監査でどこを見られ、どうすれば0点を出さずに済むのかまでを、監査員の視点で解説します。
タートル図そのものの基礎(成り立ちや汎用的な書き方)はプロセスアプローチの基礎記事に譲り、ここでは「VDA6.3のP6監査に耐えるタートルの作り方」に絞ります。

| P1 | ポテンシャル分析 |
| P2 | プロジェクトマネジメント |
| P3 | 製品及びプロセス開発の計画 |
| P4 | 製品及びプロセス開発の実施 |
| P5 | サプライヤー管理 |
| P6 | 生産プロセス分析 |
| P7 | 顧客ケア・顧客満足度とサービス |
この記事の内容を、実務で使える形に整えませんか?規格解釈だけで終わらせず、社内教育・規定作成・帳票整備・監査対応に使える教材や相談メニューをまとめています。
この記事の目次
なぜP6は「タートル図」で分析するのか
VDA6.3は、引き合いから量産・アフターフォローまでを7つのプロセス要素(P1〜P7)に分けて評価しますが、その中でP6(生産プロセス分析)は「実際に回っている量産工程」を対象にする、唯一といってよいほど現場密着のプロセス要素です。そしてこのP6こそ、タートル図で分析するのに最も適した範囲です。
量産工程はInputとOutputが明確
理由はシンプルで、量産工程は「何かを受け取り(投入)、人と設備で加工し(工程)、結果を出して次工程へ渡す(出力)」という、タートル図がそのまま当てはまる構造をしているからです。タートル図は、対象プロセスを中心に置き、その周囲に「インプット・アウトプット・活動・誰が・設備/資源・管理指標」を配置してプロセスの全体像を一枚で可視化するツールです。
基礎的な成り立ちや汎用的な書き方はタートル図の基礎解説やISO9001 4.4の解説にまとめていますので、初めての方は先に目を通しておくとスムーズです。
P6:点数を付けるための地図と考える
重要なのは、VDA6.3のP6監査では、このタートル図が単なる提出資料ではなく「監査員がリスクを探し、点数を付けるための地図」として使われるという点です。タートルの各要素が量産工程の実態と一致し、証拠で裏付けられていれば高得点に近づき、逆に図と現場が食い違えば、そこが失点・格下げの入口になります。だからこそ、汎用的な「きれいなタートル図」ではなく、P6の要求に沿った実務的なタートルを作れるかどうかが分かれ目になります。
P6タートルの全体像|6サブ要素をタートルに配置する
P6を正しくタートルに落とし込むコツは、P6が内部で持つ「サブ要素の並び」を、そのままタートルの各パーツに対応させることです。ここを押さえると、「何を書くか」で迷わなくなります。
P6の6サブ要素(投入→工程→人的資源→物的資源→有効性/効率→結果)
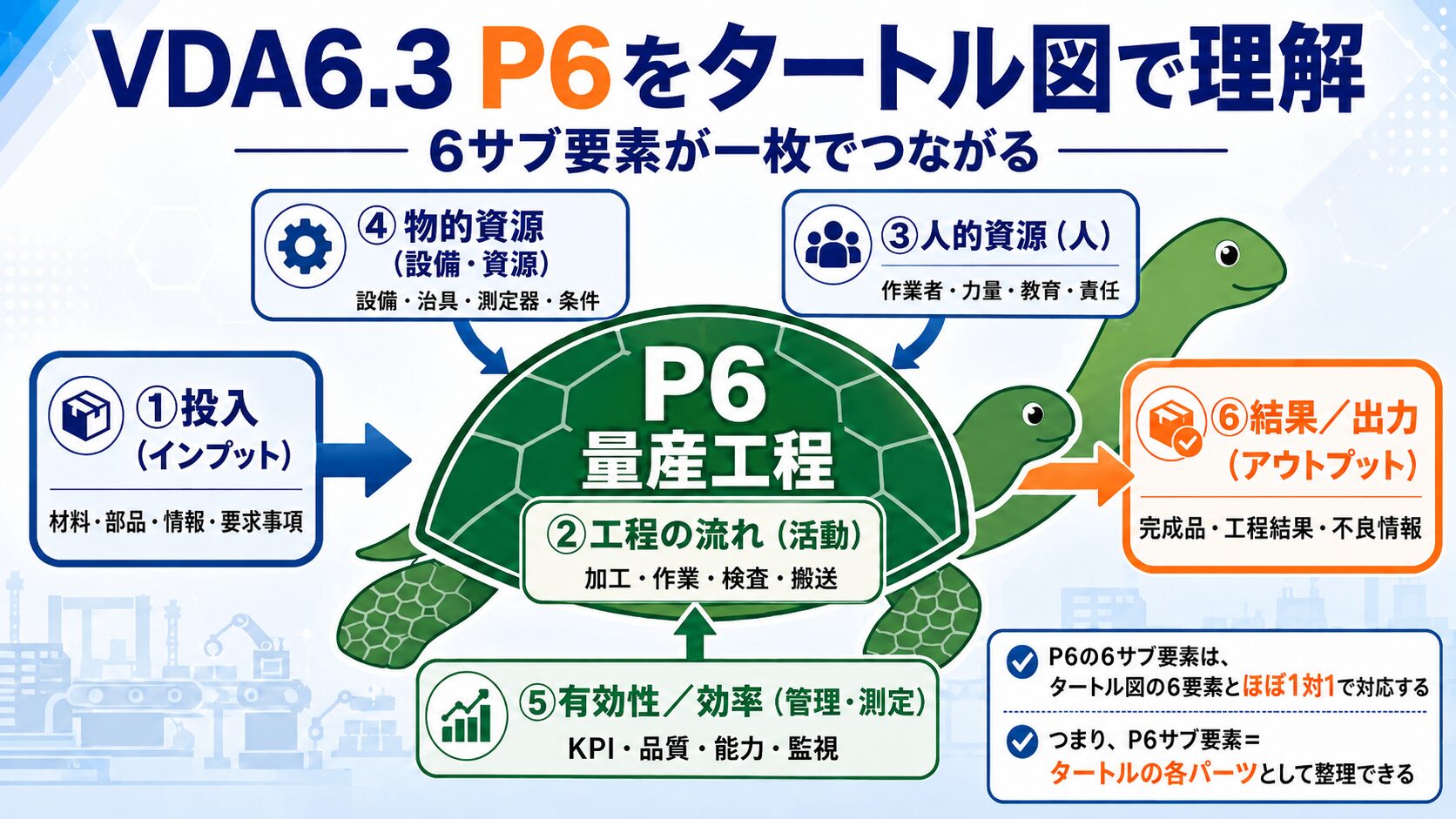
P6は、量産工程を大きく次の流れで分析します。まず工程に入ってくるもの(①投入)、実際の加工・作業の中身(②工程の流れ)、それを担う人(③人的資源)、使う設備・治具・計測器(④物的資源)、工程がうまく回っているかの指標(⑤有効性/効率)、そして工程から出ていくもの(⑥結果/出力)です。この6つは、タートル図の6要素(インプット/活動/人/設備・資源/管理・測定/アウトプット)とほぼ一対一で対応します。つまりP6のサブ要素=タートルの各パーツと捉えると、両者が一枚の図の上で自然につながります。
中心(工程名)と左右(Input元/Output先)の置き方
タートル図の中心には、分析対象となる「工程名」を置きます。ここで大切なのは、会社全体の抽象的なプロセス名ではなく、監査対象になる具体的な量産工程(例:成形工程、基板実装工程、塗装工程など)を中心に据えることです。そして図の左端に「その工程へ投入される元プロセス/受入品」を、右端に「その工程のアウトプットを受け取る次工程/出荷」を記載します。左右の受け渡し(インターフェース)を明確にしておくと、後述するリスク抽出がやりやすくなり、監査員が最も見たがる「工程間のつなぎ目の管理」を説明しやすくなります。特殊特性を含む工程は特に重要になるため、中心工程の選び方の段階で特殊特性に関わる工程を優先的にタートル化しておくとよいでしょう。
P6タートルの作り方|量産工程の記入例つき
ここからは、6つのサブ要素それぞれについて「タートルに何を書くか」を、量産工程を想定した記入例とともに具体化します。実際の帳票では各パーツに箇条書きで要素を並べますが、ここでは監査で説明できるレベルの粒度をイメージできるよう、記入例を文章で示します。
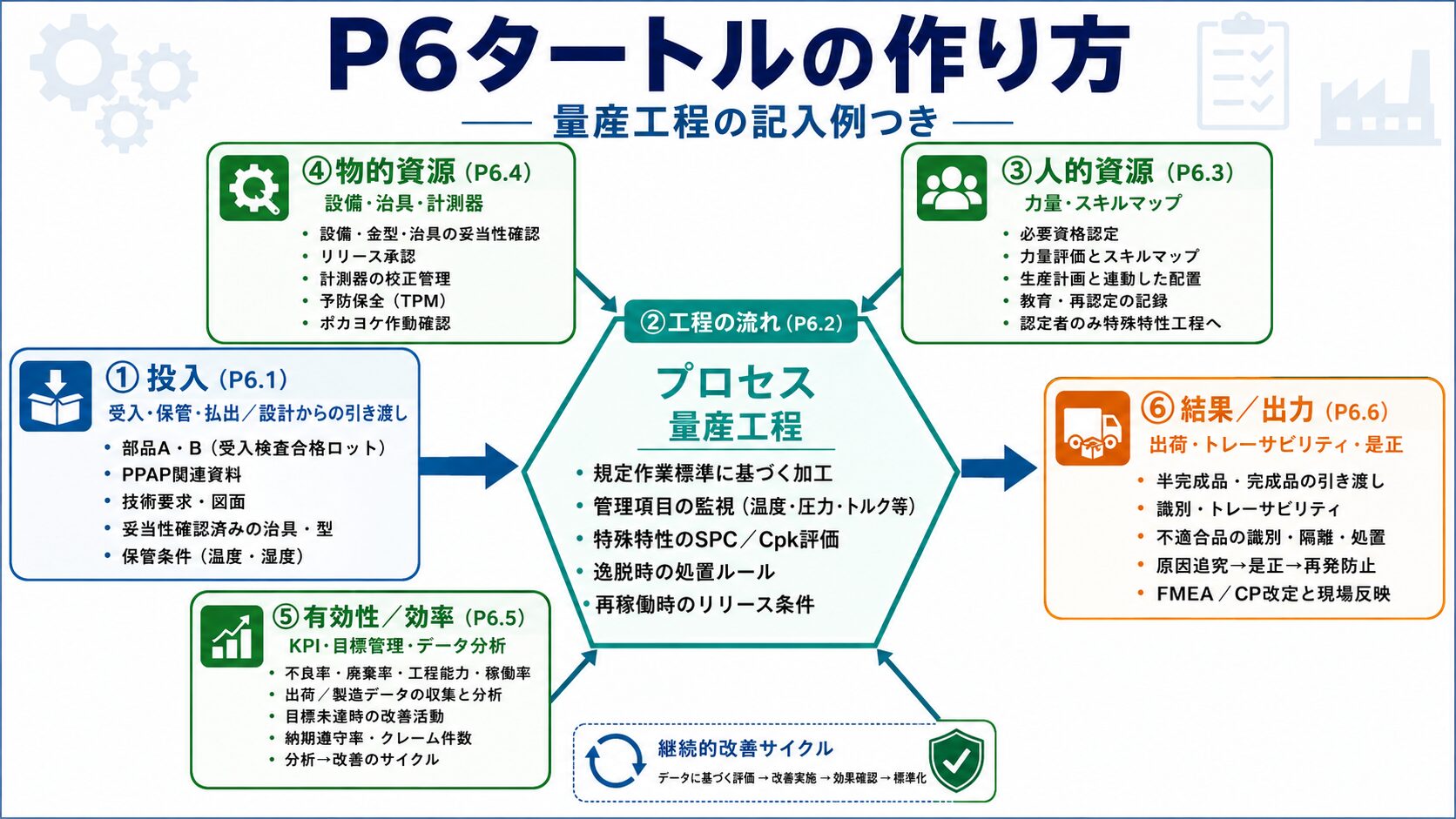
①投入(P6.1)|受入・保管・払出/設計からの引き渡し
投入のパーツには、その工程に入ってくるものすべてを書き出します。記入例としては、「前工程または仕入先から納入された部品A・B(受入検査合格ロットのみ払出)、製品・工程設計から引き渡されたPPAP関連資料(コントロールプラン、作業標準、検査基準)、顧客と取り交わした技術要求・図面、量産用に妥当性確認済みの治具・型」といった要素が並びます。監査では、受入から保管、現場への払出までが識別され、リリース状態の異なる部品が混在しない管理になっているかが見られます。特に、温度・湿度などで品質が変わる部品の保管条件が定義・検証されているかは、投入の記入で押さえておきたいポイントです。
②工程の流れ(P6.2)|管理条件とコントロールプラン遵守
工程パーツには、その工程で実際に行われる加工・作業と、それを管理する条件を書きます。記入例としては、「規定の作業標準に基づく加工、コントロールプランで定めた管理項目(温度・圧力・トルク等)の監視、特殊特性に対するSPC(管理図・工程能力Cpkの評価)、逸脱時の処置ルール、再生産(一時停止・緊急停止からの再稼働)時のリリース条件」などです。監査では、コントロールプランに書かれた管理条件が現場で本当に守られ、記録されているか、逸脱時にアラートで終わらず処置と隔離につながっているかが確認されます。図面・PPAPで約束した管理値と現場の実際がずれていないかは、失点の定番ポイントです。
③人的資源(P6.3)|力量・スキルマップ
人的資源のパーツには、その工程に従事する要員と、その適格性の裏付けを書きます。記入例としては、「工程に必要な資格認定(例:はんだ作業認定、溶接資格)、力量評価に基づくスキルマップ、スキルマップと生産計画が連動したシフト編成、教育・再認定の記録」などです。監査では、その工程に「誰が従事してよいのか」が容易に確認できるスキルマップの存在と、力量を証明する評価方法が見られます。認定を持つ人だけが特殊特性工程に入れる仕組みになっているかは、人的資源の記入で明確にしておきましょう。
④物的資源(P6.4)|設備・治具・計測器
物的資源のパーツには、工程で使う設備・治具・計測機器と、その維持管理を書きます。記入例としては、「量産用設備・金型・治具の妥当性確認とリリース承認、計測器の校正状態(校正計画・有効期限管理)、予防保全(TPM)計画と実施記録、ポカヨケ装置の作動確認」などです。監査では、設備・治具が妥当性確認を経てリリースされているか、計測器が校正切れで使われていないか、保全が計画的に回っているかが見られます。校正切れ計測器の使用や、保全記録の空白は0点リスクに直結するため、物的資源の記入で抜けを作らないことが重要です。
⑤有効性/効率(P6.5)|KPI・目標管理・データ分析
有効性/効率のパーツには、工程が「うまく回っているか」を測る指標と、その運用を書きます。記入例としては、「工程の目標値(不良率・廃棄率・工程能力・稼働率など)、出荷・製造データの収集と分析、目標未達時の改善活動、顧客満足に関わる指標(納期遵守率・クレーム件数・顧客スコアカード)」などです。監査では、単に指標を持っているだけでなく、データを収集・分析し、改善につなげるサイクルが回っているかが見られます。数字を集めているのに分析もアクションもない状態は、有効性の評価を下げる典型です。
⑥結果/出力(P6.6)|出荷・トレーサビリティ・是正
結果のパーツには、工程から出ていくものと、その後の管理を書きます。記入例としては、「次工程または出荷へ渡す半完成品・完成品、識別・トレーサビリティ(ロット追跡)、不適合品の識別・隔離・処置、品質異常発生時の原因追究(なぜなぜ分析・特性要因図)から是正・再発防止、FMEA・コントロールプランの改定」などです。監査では、品質異常から有効性検証、再稼働までが一連のプロセスとしてつながっているか、そして是正結果が現場に落とし込まれているかが確認されます。顧客へ提出した対策が現場に反映されていないと、その場で0点が付く定番パターンなので、結果パーツでは是正の"現場落とし込み"まで示せるようにしておきましょう。
タートルからリスクを抽出する|インターフェースの見方
タートル図を作る本当の目的は、きれいな図を提出することではなく、リスクを抽出して先手を打つことです。監査員も、まさにこのリスク抽出の観点でタートルを読みます。
最もリスクが潜みやすいのが、工程の「つなぎ目(インターフェース)」、つまり投入(左)と結果(右)の境界です。たとえば「投入される部品の品質が、この工程のアウトプットにどう影響するか」を考えると、受入検査の抜けや保管中の劣化が、後工程で発見できない不良につながるリスクが見えてきます。
同様に、「工程で使う設備の校正が切れていたら、アウトプットの合否判定が信用できなくなる」というように、各パーツの弱点がアウトプットにどう波及するかを一つずつ追うことで、リスクが具体的に浮かび上がります。
この「インターフェースのリスク抽出」は内部監査員の力量としても求められる考え方で、自動車産業プロセスアプローチ(APA)でも重視されています。タートルを"監査の地図"として使い、弱いつなぎ目に自ら網をかけておくことが、失点を防ぐ最短ルートです。
タートル図はプロセスの目的・責任・インプット/アウトプット・指標を俯瞰でき、どこまで記載するかの粒度が重要。プロセス定義の整理は〔タートル図テンプレート〕で進められます。
監査で見られる点と「0点を出さない」チェック
P6タートルは、監査員が点数を付ける起点になります。ここでは、監査員がどのパーツでどこを狙って見るか(確認の狙い)と、0点・格下げを避けるための確認ポイントを整理します。0点や重要質問の低評価は、全体の点数が高くても格下げの引き金になります(採点・格下げの詳しい仕組みはVDA6.3の採点方法の記事を参照)。
| タートルのパーツ | 確認の狙い(監査員視点) | 0点を出さないチェック |
|---|---|---|
| 投入(P6.1) | リリース状態の異なる部品が混在していないか | 受入〜払出の識別・保管条件を証拠で示せるか |
| 工程(P6.2) | コントロールプランの管理条件が現場で守られ記録されているか | PPAP約束値と現場実際の一致、逸脱時の処置記録 |
| 人的資源(P6.3) | 認定者だけが特殊特性工程に従事しているか | スキルマップとシフトの連動、再認定の記録 |
| 物的資源(P6.4) | 校正切れ計測器・保全空白がないか | 校正有効期限・予防保全記録・治具のリリース承認 |
| 有効性/効率(P6.5) | 指標を集めるだけで分析・改善が止まっていないか | 目標未達時の改善アクションの証拠 |
| 結果(P6.6) | 是正が現場に落とし込まれているか | 顧客提出対策と現場の一致、FMEA/CP改定の証跡 |
特に押さえておきたいのは、監査は「図(タートル)→現場→記録」の順で突き合わせて進むという点です。タートルに書いた内容が現場で確認できず、記録も示せなければ、そこが失点になります。逆に言えば、タートルの各パーツについて「現場で見せられるか」「記録で裏付けられるか」を自問しながら作れば、それがそのまま0点回避のチェックリストになります。
VDA6.3はIATF16949との対応関係で整理すると全体像をつかみやすく、要求事項とのギャップ確認は〔VDA6.3×IATF16949対比表〕で進められます。
コントロールプラン・PFMEAとの整合(3点セット)
P6監査で頻出する重大指摘のひとつが、工程フロー図・PFMEA・コントロールプランの不整合です。この3つは本来、同じ工程を別の切り口で表した"三つ子"であり、どれか一つが更新されたら他も連動して更新されるべきものです。ところが実務では、PPAP提出時に作ったまま更新が止まり、現場の工程変更(4M変更)が反映されないケースが後を絶ちません。
タートル図は、この3点セットの整合を確認する"入口"としても機能します。
タートルの工程パーツに書いた管理条件が、コントロールプランの管理項目と一致しているか。タートルで見えたリスクが、PFMEAの故障モードとして拾われ、その予防・検出がコントロールプランに反映されているか。この連鎖が切れていないかを、タートルを軸に点検すると整合の穴が見つけやすくなります。
監査員は「タートル→PFMEA→コントロールプラン→作業標準→記録」という一本の線がつながっているかを見るため、量産中の工程変更が生じたら、この一連を必ず連動更新する仕組み(変更管理)を回しておくことが、失点回避の決め手になります。
内部監査・第二者監査でP6タートルを活かす
ここまでの作り方は、顧客監査を"受ける"ときだけのものではありません。自社の内部監査や、仕入先への二者監査に取り込むことで、平時からP6の弱点を可視化できます。
内部監査では、P6タートルを使って「この工程のどのパーツが弱いか」「どのインターフェースにリスクがあるか」を点数感覚で評価すると、改善の優先順位が明確になります。二者監査で仕入先の量産工程を診る際も、同じタートルの枠組みで見れば、仕入先ごとのリスクを同じ物差しで比較でき、購買・品質のアクションにつなげやすくなります。タートル分析ができることは内部監査員の力量要件でもあるため、内部監査員の教育にP6タートルの作成・リスク抽出を組み込んでおくと、監査の質そのものが底上げされます。
もっとも、自社の工程をどこまでタートルに書き込むべきか、どのパーツが監査で弱点になりそうかは、製品・工程・顧客要求によって判断が変わります。「このタートルで顧客監査に耐えられるか」「この工程は0点にならないか」といった個別の判断で迷ったときは、監査員経験に基づく視点で一緒に整理することができます。まずは重要工程からタートルを作り、弱いつなぎ目を一つずつ潰していきましょう。
関連教材:IATF16949とVDA6.3構築ギャップの確認方法
まとめ|P6タートルは「監査の地図」として作る
VDA6.3のP6タートル図は、きれいな提出資料ではなく、監査員がリスクを探し点数を付けるための地図です。だからこそ、P6の6サブ要素(投入→工程→人的資源→物的資源→有効性/効率→結果)をタートルの各パーツに正しく落とし込み、それぞれを現場と記録で裏付けられる状態にしておくことが要になります。
作成のコツは、監査対象の具体的な量産工程を中心に据え、左右のインターフェースを明確にし、各パーツの弱点がアウトプットにどう波及するかでリスクを抽出することです。そして、タートルを軸に工程フロー図・PFMEA・コントロールプランの整合を点検し、変更が生じたら連動更新する仕組みを回すこと。この視点を内部監査・二者監査に取り込めば、顧客監査を待たずにP6の弱点を可視化し、0点や格下げを避けられる体制へ近づきます。
QMS認証パートナー
IATF16949・ISO9001・VDA6.3は、要求事項を理解するだけでなく、現場で説明できる仕組みにすることが重要です。判断に迷う部分は個別相談で、資料を整えたい場合は教材・サンプルをご活用ください。
メール相談・個別コンサル監査対応、規格解釈、規定・帳票の考え方を実務目線で確認できます。
自社で整備したい方はこちら学習教材、社内教育資料、規定サンプル、帳票サンプルを目的別にまとめています。