【IATF16949攻略】7.1.5.1.1:測定システム解析(MSA)の要求事項徹底解説!

IATF16949:7.1.5.1.1項「測定システム解析(MSA:Measurement Systems Analysis)」は、校正だけでは見えない測定のばらつきや信頼性を評価するための手法を要求する条項です。
多くの方が「校正をしていればMSAは不要では?」と思いがちですが、これは誤解です。校正はMSAの一部に過ぎません。測定機器が校正されていることと、その測定システム全体が正しく安定して機能していることは全く別の話です。
本条項の核心は「測定結果を信頼できる状態で管理できていること」の実証であり、MSA(ゲージR&R・クロスタブ法等)を通じてその証拠を残すことが求められています。
本記事では、要求事項の意味・校正とMSAの違い・MSA5要素(偏り・安定性・直線性・繰返し性・再現性)の詳細・GR&Rの%GR&R判定基準(10%/30%ルール)・計数値MSAに必須のクロスタブ法・MSA対象機器の選定方法・AIAGリファレンスマニュアル準拠の意味・MSA実施要領書の作り方・内部監査対策まで、現場で使える情報を網羅的に解説します。

この記事を書いた人
所属:QMS認証パートナー専属コンサルタント
年齢:40代
経験:製造業にて25年従事(内自動車業界15年以上)
得意:工場品質改善・プロジェクトマネジメント
目標:ちょっとの相談でも頼りにされるコンサルタント
※難解な規格を簡単に解説がモットー!
【サイトポリシー】
当サイトは、品質マネジメントシステムの普及を目的に、難解になりがちな規格要求を、できるだけ分かりやすく解説しています。実務の中で「少し確認したい」「判断に迷う」といった場面で、参考にしていただける情報提供を目指しています。※本記事の内容は、実際の現場支援経験をもとに整理しています。
「無料で学ぶ」「有料で実践する」——皆様の目的に合わせて活用可能です!
✅ QMS・品質管理・製造ノウハウを無料で学びたい方へ
👉 本サイト「QMS学習支援サイト」を活用しましょう!「QMSについて知りたい」「品質管理の基礎を学びたい」方に最適!
✔ IATF 16949やISO 9001・VDA6.3の基礎を学ぶ
✔ 品質管理や製造ノウハウを無料で読む
✔ 実務に役立つ情報を定期的にチェック
✅ 実践的なツールやサポートが欲しい方へ
👉 姉妹サイト「QMS認証パートナー」では、実務で使える有料のサポートサービスを提供!「すぐに使える資料が欲しい」「専門家のサポートが必要」な方に最適!
✔ コンサルティングで具体的な課題を解決
✔ すぐに使える帳票や規定のサンプルを購入
✔ より実践的な学習教材でスキルアップ
皆様の目的に合わせて活用可能です!
| ・当サイトの内容は、あくまでもコンサルタントとして経験による見解です。そのため、保証するものではございません。 ・各規格の原文はありません。また、規格番号や題目なども当社の解釈です。 ・各規格については、規格公式サイトを必ず確認してください。 ・メールコンサルティングは空きあります(2025年9月現在)。この機会に「ちょっと相談」してみませんか?1質問の無料サービス期間を是非ご利用ください。 →サービスのお問い合わせはこちら |
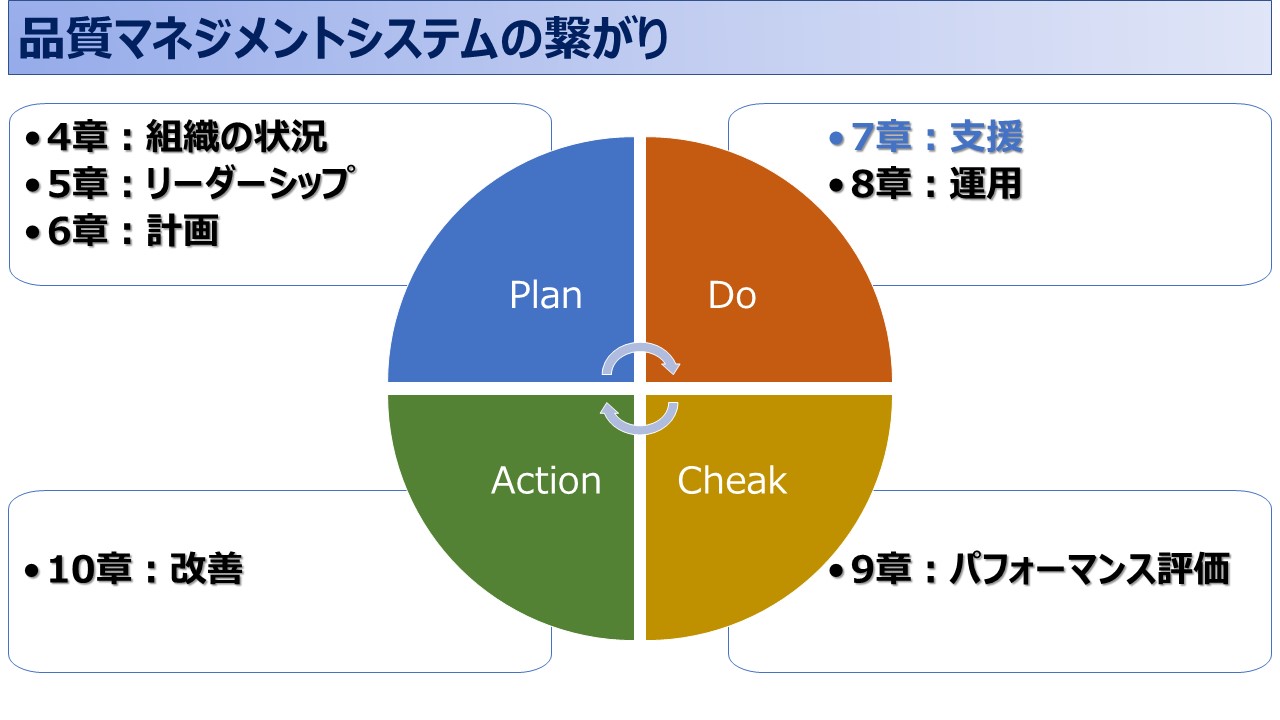
| 条項 | 題目 | ISO9001 | IATF |
| 第4章 | 組織の状況 | 〇 | 〇 |
| 第5章 | リーダーシップ | 〇 | 〇 |
| 第6章 | 計画 | 〇 | 〇 |
| 第7章 | 支援 | 〇 | 〇 |
| 第8章 | 運用 | 〇 | 〇 |
| 第9章 | パフォーマンス評価 | 〇 | 〇 |
| 第10章 | 改善 | 〇 | 〇 |
| 条項 | 題目 | ISO 9001 |
重要 帳票 |
IATF 16949 |
重要 帳票 |
| 7.1.1 | 一般(資源計画) | 〇 | ● | 〇 | |
| 7.1.2 | 人々 | 〇 | ● | 〇 | |
| 7.1.3 | インフラストラクチャ | 〇 | ● | 〇 | |
| 7.1.3.1 | 工場、施設及び設備の計画 | 〇 | ● | ||
| 7.1.4 | プロセスの運用に関する環境 | 〇 | ● | 〇注記 | |
| 7.1.4.1 | プロセスの運用に関する環境-補足 | 〇 | ● | ||
| 7.1.5 7.1.5.1 |
一般(監視及び測定のための資源) | 〇 | 〇 | ||
| 7.1.5.1.1 | 測定システム解析 | 〇 | ● | ||
| 7.1.5.2 | 測定のトレーサビリティ | 〇 | 〇注記 | ||
| 7.1.5.2.1 | 校正/検証の記録 | 〇 | ● | ||
| 7.1.5.3.1 | 内部試験所 | 〇 | ● | ||
| 7.1.5.3.2 | 外部試験所 | 〇 | ● | ||
| 7.1.6 | 組織の知識 | 〇 | 〇 | ||
| 7.2 | 力量 | 〇 | 〇 | ● | |
| 7.2.1 | 力量-補足 | 〇 | |||
| 7.2.2 | 力量-業務を通じた教育訓練(OJT) | 〇 | |||
| 7.2.3 | 内部監査員の力量 | 〇 | ● | ||
| 7.2.4 | 第二者監査員の力量 | 〇 | ● | ||
| 7.3 | 認識 | 〇 | 〇 | ||
| 7.3.1 | 認識-補足 | 〇 | |||
| 7.3.2 | 従業員の動機付け及びエンパワーメント | 〇 | |||
| 7.4 | コミュニケーション | 〇 | ● | 〇 | |
| 7.5.1 | 一般(文書化した情報) | 〇 | 〇 | ||
| 7.5.1.1 | 品質マネジメントシステムの文書類 | 〇 | |||
| 7.5.2 | 作成及び更新 | 〇 | 〇 | ||
| 7.5.3 7.5.3.1 7.5.3.2 |
文書化した情報の管理 | 〇 | 〇 | ||
| 7.5.3.2.1 | 記録の保管 | 〇 | |||
| 7.5.3.2.2 | 技術仕様書 | 〇 |
当サイトの情報提供スタンスについて
当サイトでは、ISO9001およびIATF16949について、規格要求の解説にとどまらず、実務でどのようにルールや記録へ落とし込むかを重視して情報を整理しています。
規格の理解とあわせて、「現状とのギャップをどう捉えるか」「どこから手を付けるべきか」といった判断に迷いやすい点を、現場目線で分かりやすく解説することを目的としています。
記事内容を自社へ当てはめる際の考え方や、判断に迷うポイントについては、別ページで整理した情報も用意しています。
この記事の目次
IATF16949:7.1.5.1.1項の「意図」を理解する
測定システム解析(MSA)とは
MSA(測定システム解析)とは、使用する測定システム全体が持つばらつきを把握・評価する手法です。ここで「測定システム」とは、測定機器単体ではなく、以下の4つの要素すべてを含んだ「測定に関わる仕組み全体」を指します。
| 要素 | 内容 | ばらつきの例 |
|---|---|---|
| ①測定機器のばらつき | 計測器自体の精度・分解能・磨耗の影響 | 同じ箇所を繰り返し測定しても値が微妙に変わる |
| ②測定対象物のばらつき | 製品・部品自体の形状のわずかな不均一 | 同じ製品でも測定箇所によって値が異なる |
| ③測定者のばらつき | 計測器の当て方・読み取り方の個人差 | Aさんが測ると○○mm、Bさんが測ると△△mmになる |
| ④測定方法のばらつき | 測定手順・環境・測定力の違い | 朝と夕方で温度環境が違い値が変わる |
測定結果がNGだった場合、それは製品の不良なのか、測定機器の問題なのか、測定者の問題なのかを判断するためには、これら4つのばらつきを把握していなければなりません。MSAはその判断を可能にするための手法です。
校正とMSAの違い:「校正はMSAの一部」
多くの技術者が混同しやすい「校正」と「MSA」の関係を明確にします。
| 比較項目 | 校正 | MSA |
|---|---|---|
| 目的 | 基準器と比較して測定器のズレ(偏り)を確認・調整する | 測定システム全体のばらつきを統計的に評価する |
| 評価対象 | 測定機器の示す値の正確さ(偏り) | 偏り・安定性・直線性・繰返し性・再現性の5要素 |
| MSAとの関係 | MSAの5要素のうち「偏り・安定性・直線性」に対応 | 校正を含む、より広い概念 |
| 測定者の影響 | 評価しない | 評価する(再現性) |
| 製品ばらつきとの関係 | 評価しない | 評価する(GR&R計算に含まれる) |
つまり、校正ではMSAの5要素のうち「繰返し性」と「再現性」を評価できません。 IATF16949:7.1.5.1.1項が要求しているのは、この校正では評価できない部分も含めた、測定システム全体の信頼性の確認です。

MSAの5要素:詳細解説
MSAでは、測定システムの信頼性を以下の5つの観点から評価します。
①偏り(Bias)
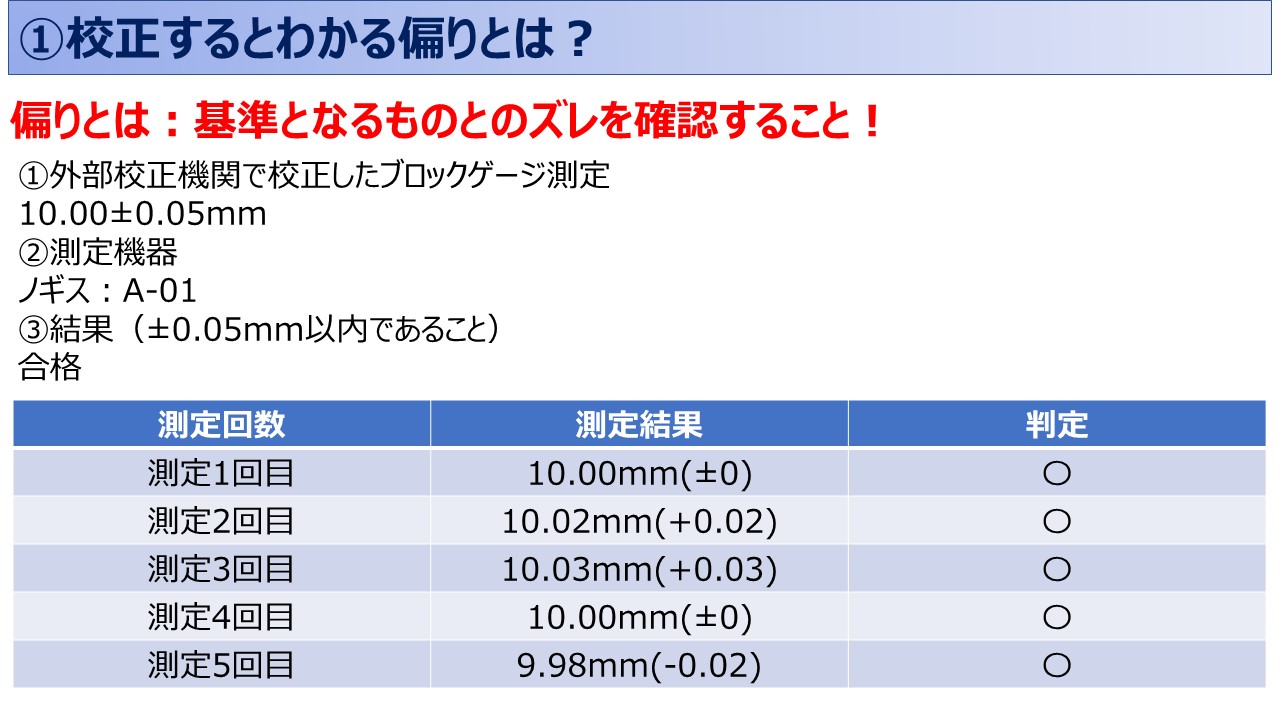
偏り=測定値の平均と基準値(真値)との差のことです。
校正で確認する内容そのものであり、校正によって偏りを検出・調整することができます。
| 状態 | 内容 |
|---|---|
| 偏りが小さい | 測定値の平均が基準値に近い→測定機器が正確 |
| 偏りが大きい | 測定値の平均が基準値から離れている→校正・調整が必要 |
ノギスの校正では、外部機関で校正されたブロックゲージ(基準器)と比較し、表示値とのズレ(偏り)を確認・記録します。これが偏りの評価です。
②安定性(Stability)
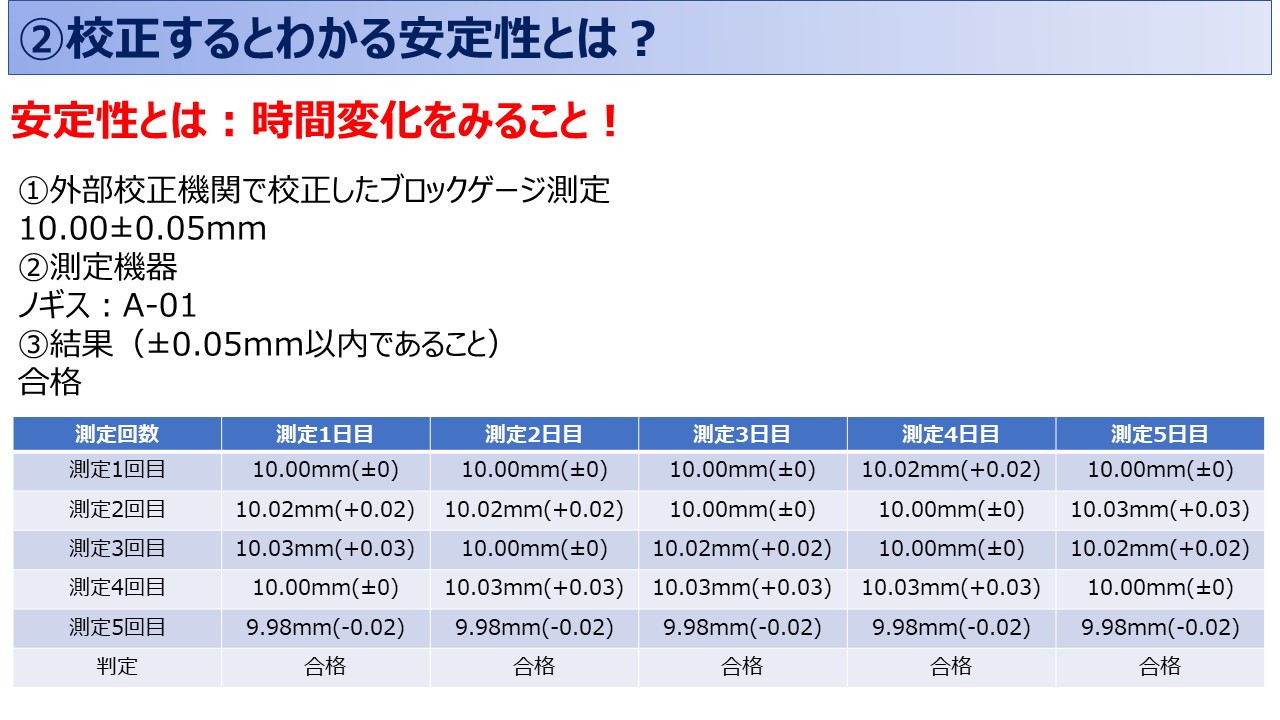
安定性=時間の経過とともに測定値がどのように変化するかを評価するものです。
校正時点では偏りがなくても、使用中に徐々にズレていく場合があります(ドリフト現象)。安定性の評価ではこの時間変化を把握します。
| 状態 | 内容 |
|---|---|
| 安定性が高い | 時間が経っても測定値が変化しない |
| 安定性が低い | 時間とともに測定値が傾向的にズレていく→校正周期の見直しが必要 |
管理図を活用して定期的に同一基準品を測定し、測定値の推移を記録することで安定性を評価します。
③直線性(Linearity)
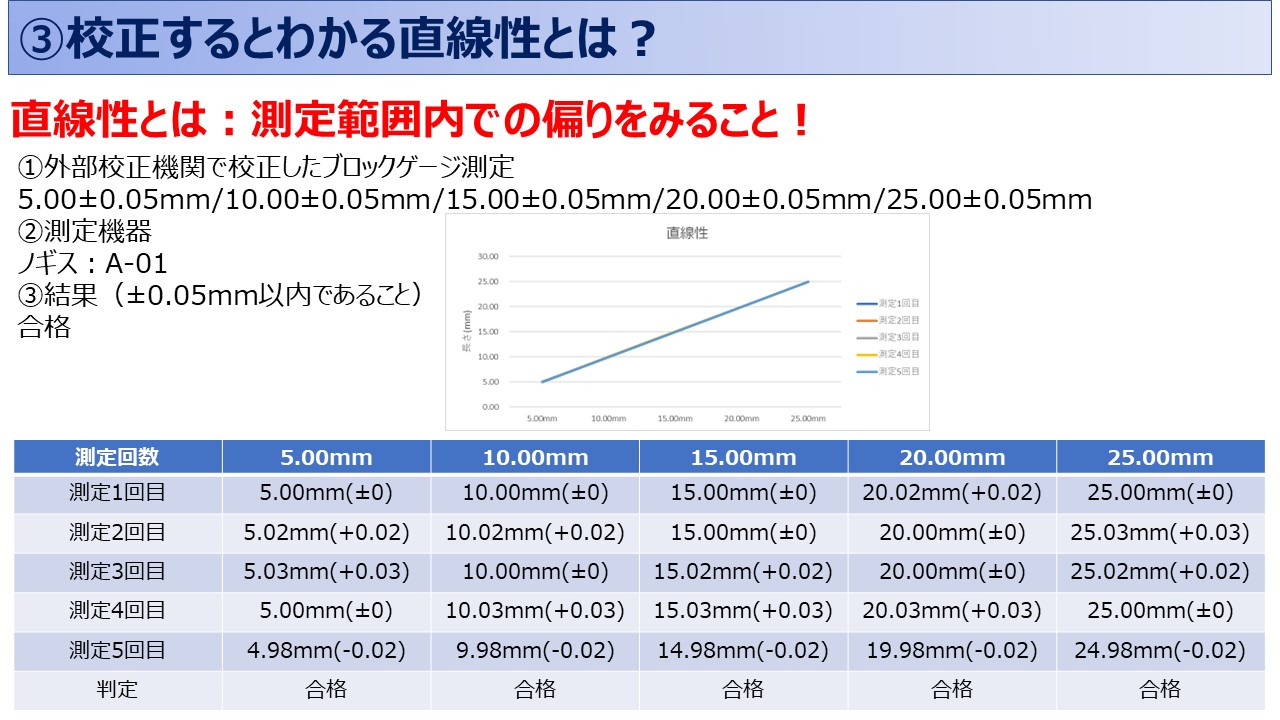
直線性=測定範囲全体にわたって偏りが均一かどうかを評価するものです。
例えば、小さい値の測定は正確でも、大きい値の測定では誤差が大きくなるような場合、直線性に問題があります。
| 状態 | 内容 |
|---|---|
| 直線性が高い | 測定範囲全体で偏りが一定(直線的) |
| 直線性が低い | 測定範囲によって偏りが異なる→測定範囲の制限や機器の見直しが必要 |
直線性の評価では、測定範囲内に均等に分布する複数のブロックゲージ(5点程度)を使用して、各測定点での偏りを算出し、偏りと基準値の関係が直線的かどうかを確認します。
①偏り・②安定性・③直線性の3要素は、校正の仕組みで対応可能な要素です。
④繰返し性(Repeatability)

繰返し性=1人の測定者が1つの測定機器を使って、同一製品・同一箇所を複数回測定した際のばらつきのことです。
これは測定機器自体のばらつきを表し、校正では評価できません。
| 状態 | 内容 |
|---|---|
| 繰返し性が高い(ばらつきが小さい) | 同じ条件で測定すると毎回ほぼ同じ値が得られる |
| 繰返し性が低い(ばらつきが大きい) | 同じ条件で測定しても毎回値がバラバラ→測定機器の精度・分解能の問題 |
繰返し性の評価では、実際の製品(または部品)を使用することが必須です。ブロックゲージ等の基準器ではなく、実製品のばらつきも含めた評価が必要なためです。
⑤再現性(Reproducibility)
再現性=異なる測定者が同一測定機器・同一製品・同一箇所を測定した際の測定者間のばらつきのことです。
測定者Aと測定者Bが同じものを測定したとき、両者の結果にどれくらいの差があるかを評価します。
| 状態 | 内容 |
|---|---|
| 再現性が高い(ばらつきが小さい) | 誰が測定しても同じ結果が得られる |
| 再現性が低い(ばらつきが大きい) | 測定者によって結果が大きく異なる→測定手順・測定者教育の問題 |
④繰返し性と⑤再現性は、MSAでしか評価できない要素であり、IATF16949:7.1.5.1.1項が校正だけでは不十分と判断する根拠になっています。
GR&R(ゲージR&R)の詳細と%GR&R判定基準
.jpg)
GR&Rとは
GR&R(Gage Repeatability & Reproducibility:ゲージ繰返し性・再現性)は、繰返し性と再現性を組み合わせて評価する最も代表的なMSA手法です。
測定システムから生じるばらつきが、製品公差(または製品のばらつき)と比べてどのくらいの割合を占めるかを数値化します。これが「%GR&R(パーセントGR&R)」です。
%GR&Rの計算の考え方
%GR&R =(測定システムのばらつき/製品公差または総ばらつき)×100
この値が小さいほど、測定システムのばらつきが小さく「信頼できる測定システム」ということになります。
%GR&Rの判定基準
| %GR&Rの値 | 判定 | 意味と対応 |
|---|---|---|
| 10%未満 | 合格(許容) | 測定システムは十分に信頼できる。そのまま使用可能 |
| 10%以上30%未満 | 条件付き許容 | 顧客承認・測定機器の重要性・コスト等を考慮して判断。改善を検討する |
| 30%以上 | 不合格 | 測定システムとして不適切。改善が必要(測定機器の変更・測定手順の標準化・測定者訓練等) |
「10〜30%の条件付き許容」は「そのまま放置してよい」という意味ではありません。顧客CSRによっては10%未満のみを許容している場合があります。顧客要求を事前に確認してください。
ndc(識別カテゴリ数)の意味と判定基準
%GR&Rと並んで重要な評価指標がndc(Number of Distinct Categories:識別カテゴリ数)です。
ndcとは「その測定システムが製品のばらつきをいくつのカテゴリに分類できるか」を示す指標です。
| ndcの値 | 判定 | 意味 |
|---|---|---|
| 5以上 | 合格 | 測定システムが製品品質の判断に十分使用できる |
| 2〜4 | 条件付き許容 | 製品の管理・工程管理での使用は限定的。改善を推奨 |
| 1 | 不合格 | 測定システムが製品のばらつきをほとんど識別できない |
%GR&Rが10%未満でもndcが5未満になる場合があります。両方の指標で合否を確認することが重要です。

計数値データのMSA:クロスタブ法
クロスタブ法とは
GR&Rは寸法・重量・電流値等の連続値(計量値)データに使用するMSA手法ですが、外観検査のようなOK/NGの計数値(属性値)判定には使用できません。
計数値データのMSAにはクロスタブ法(属性一致分析・Attribute Agreement Analysis)が使用されます。
| 手法 | 対象データ | 主な用途 |
|---|---|---|
| GR&R(ゲージR&R) | 連続値(計量値) | 寸法・重量・電気特性等の数値測定 |
| クロスタブ法 | 計数値(属性値) | 外観検査・OK/NG判定・感覚的評価 |
クロスタブ法が必要な場面
製造現場では、以下のような計数値検査でクロスタブ法の適用が求められます。
- 外観検査(傷・変色・異物の有無等の目視判定)
- 合否判定(測定値を基にOK/NGを判定する検査)
- 官能検査(触感・音等の感覚的評価)
- 画像処理検査(カメラシステムによるOK/NG判定)
クロスタブ法で評価すること
クロスタブ法では以下を評価します。
| 評価項目 | 内容 |
|---|---|
| 検査者内一致率 | 同一検査者が同一サンプルを複数回評価したときの一致度(繰返し性) |
| 検査者間一致率 | 異なる検査者が同一サンプルを評価したときの一致度(再現性) |
| 基準との一致率 | 検査者の判定が基準判定(真値)と一致しているか |
| Kappa値 | 偶然の一致を除いた実質的な一致度の指標(0.7以上が目安) |
クロスタブ法をGR&Rと組み合わせることで、計量値・計数値の両方の測定システムが網羅されます。 GR&Rだけで「MSAを実施している」とするのは不完全です。

MSAの実施フロー
MSAを実施する際の標準的なフローです。
①対象機器・対象特性の選定
-コントロールプランと特殊特性を確認
- MSA手法の選択(GR&R/クロスタブ法等)
-顧客固有要求事項の確認

↓
②サンプルの準備
-実製品または部品を使用(基準器は不可)
- GR&Rでは通常10サンプル以上を準備
-サンプルは製品の通常のばらつきを代表するものを選択
↓
③測定者・測定回数の設定
- GR&R:通常2〜3名の測定者・各10サンプルを2〜3回測定
-クロスタブ法:通常3名の検査者・各50サンプルを2回判定
↓
④データの収集
-測定者・測定順序をランダムにして測定
-測定者が他の測定者の結果を見ない状態でデータ収集
↓
⑤統計的解析の実施
- %GR&R・ndcの算出(計量値)
- Kappa値・一致率の算出(計数値)
↓
⑥結果の評価と対策-判定基準との比較(10%・30%・ndc5等)
-不合格の場合は原因分析・改善策の実施
↓
⑦記録の文書化・保持
- AIAGリファレンスマニュアルに基づいた帳票で記録
- MSA台帳に結果を登録・次回実施予定を設定
-内部試験所の計測機器も測定の必要がないか最終確認

MSA実施要領書に記載すべき内容
IATF16949:7.1.5.1.1項への対応において、品質マニュアルへの詳細記載は不要です。「MSA実施要領書(測定システム解析管理手順)」として自社の考え方と具体的な運用方法を文書化することが重要です。
MSA実施要領書には、MSAの目的と適用範囲、MSA対象機器の選定基準(コントロールプランと特殊特性を起点にした選定の考え方)、使用する手法と参照するリファレンスマニュアル(AIAGリファレンスマニュアル第4版)、計量値と計数値それぞれのMSA手法の選択基準がきちんと書かれていることが重要です。計測機器管理規定にひとまとめにしておくといいでしょう。
- %GR&Rの判定基準(10%・30%・ndc5以上)
- MSAの実施頻度と再評価のトリガー(測定機器変更・測定者変更・品質問題発生時等)
- MSA結果の記録・承認・保管の方法、基準を満たせなかった場合の対応手順
これらは、記録帳票の中に対応方法を記載してもOKです。
内部監査・審査での確認ポイントと質問例
7.1.5.1.1項の審査では、「コントロールプランに記載されているのにMSAを実施していない」「GR&Rのみ実施していてクロスタブ法を未実施」「%GR&Rが30%超でも対策が取られていない」という不備が最も多く指摘されます。
特にコントロールプランの特殊特性工程に対してMSAを実施していない場合は、不適合と判断される可能性が非常に高いです。
審査で指摘されやすい5つのポイント
| No. | 指摘されやすいポイント | よくある不備の状態 | 対策 |
|---|---|---|---|
| ① | 特殊特性工程のMSAが未実施 | コントロールプランに特殊特性(CC・SC)が記載されているが、当該工程の測定機器にMSAを実施していない | CP上の特殊特性付与工程を全て洗い出し、MSA実施状況を確認・整備する |
| ② | 計数値検査のMSAが未実施 | GR&Rは実施しているが、外観検査等の計数値検査にクロスタブ法等を実施していない | 外観検査・OK/NG判定を行っている全工程を特定し、クロスタブ法を実施する |
| ③ | %GR&Rが30%超でも放置 | MSAを実施したが%GR&Rが30%を超えており、改善策を講じていない | 30%超の場合は必ず原因分析と改善策を文書化し、改善後に再測定する |
| ④ | AIAGリファレンスマニュアルを参照していない | 独自の方法でGR&Rを実施しており、AIAGリファレンスマニュアルとの整合性が不明 | MSA実施要領書にAIAGリファレンスマニュアルを参照基準として明記し、保有している |
| ⑤ | MSA対象機器が台帳で管理されていない | どの機器にMSAを実施したかが分からない状態 | 計測機器台帳にMSA対象・非対象の区分と実施記録を記載する |
監査で「見られる帳票・記録」一覧
| 帳票・記録 | 確認される内容 |
|---|---|
| 計測機器台帳(MSA対象区分付き) | 対象機器の特定・MSA実施状況 |
| GR&R実施記録(帳票) | %GR&R・ndc・測定者・サンプル数・実施日 |
| クロスタブ法実施記録 | Kappa値・一致率・検査者・サンプル数・実施日 |
| MSAの判定結果サマリー | 合格・条件付き許容・不合格の区分・改善対応 |
| 不合格時の改善記録 | 原因分析・対策内容・再測定結果 |
| 計測機器管理規定 | 対象基準・使用手法・判定基準・頻度の文書化 |
| コントロールプランとのMSA対応表 | CPの測定項目とMSA実施状況の紐づけ |
| AIAGリファレンスマニュアル | 参照基準の保有 |
IATF16949:7.1.5.1.1に関するFAQ
規格対応でよく聞かれる悩み
ISO9001やIATF16949、VDA6.3に取り組む中で、「審査対策として何を優先すべきか分からない」「要求事項に対する構築の考え方が整理できない」といった声は少なくありません。
また、社内にQMSを体系的に理解している担当者がいない場合や、外部コンサルの費用面で継続的な支援が難しいと感じるケースもあります。こうした悩みは、特定の企業に限らず、多くの現場で共通して見られるものとなっています。
最も重要な違いは評価範囲です。校正は「測定機器が基準値に対してどのくらいズレているか(偏り)」を確認・調整する行為で、MSAの5要素のうち「偏り・安定性・直線性」に対応します。一方MSAは、校正では評価できない「繰返し性(同一条件での繰り返し測定のばらつき)」と「再現性(測定者間のばらつき)」も含めて、測定システム全体の信頼性を統計的に評価します。校正はMSAの一部であり、MSAの方が広い概念です。
全ての計測機器に実施する必要はありません。優先順位の高い順に、①コントロールプランに記載されている測定機器、②特殊特性(CC・SC)に関連する測定機器、を必須として実施します。それ以外の計測機器については、リスクの程度と工数を考慮して判断してください。ただし、どの機器がMSA対象で、どの機器が非対象かを計測機器台帳で明確化しておくことが審査対応として重要です。
30%超は「測定システムとして不適切」を意味します。まず原因を特定します。繰返し性(機器のばらつき)が大きい場合は測定機器の精度見直し・校正・交換を検討し、再現性(測定者間のばらつき)が大きい場合は測定手順の標準化・測定者トレーニングを実施します。改善後は再度GR&Rを実施して結果が改善したことを確認・記録してください。改善が困難な場合は、より高精度な測定機器への変更や、自動測定への切り替えを検討します。
外観検査・感覚検査など、OK/NG等の計数値(属性値)で判定を行う全ての検査工程で必要です。人が目視で合否判定する外観検査、触感・音等で合否を判定する官能検査、画像処理システムによるOK/NG判定なども対象になります。GR&Rは計量値(数値)測定にしか使用できないため、計数値検査が存在する場合はクロスタブ法等を別途実施することが必要です。
規格上の具体的な頻度指定はありません。実務的には、①定期的な再評価(年1回程度)、②測定機器の変更・更新時、③測定者の担当変更時、④同一測定で品質問題が発生した時、⑤製品・工程の変更時をトリガーとして再評価を実施することが一般的です。MSA実施要領書にこれらのトリガーを明記してください。
AIAGリファレンスマニュアルでは、測定者2〜3名・サンプル10点以上・各2〜3回の繰り返し測定が一般的な設計です(例:3名×10サンプル×2回=60測定)。サンプルは製品の通常の品質ばらつきを代表するものを選び、測定範囲全体をカバーするように選択します。サンプル数が少なすぎると統計的信頼性が低下するため、最低でも10サンプル以上を確保してください。
AIAGリファレンスマニュアルに記載された標準手法以外の解析方法を使用する場合は、顧客の承認を得ることが必要です。承認を得た上で、その事実と使用した代替手法の内容を記録として保持してください。代替手法の使用は、例えば測定の特殊性により標準手法が適用困難な場合等に限定されることが一般的です。
「MSA実施要領書」という名称は必須ではありませんが、MSAの実施に関するルールが文書化されていることは実質的に必要です。どの機器を対象とするか・どの手法を使うか・判定基準は何か・いつ実施するか・記録をどう管理するか、という一連のルールが文書化されていれば形式は問いません。品質マニュアルへの詳細記載は不要であり、別途の実施要領書(または手順書)として整備し、品質マニュアルから参照する文書体系にすることを推奨します。
まとめ:IATF16949:7.1.5.1.1項の測定システム解析(MSA)
IATF16949:7.1.5.1.1項は、「校正だけでは評価できない測定システム全体のばらつき(繰返し性・再現性)を統計的に評価し、測定結果を信頼できる状態で管理すること」を要求する条項です。
本要求事項のポイントを改めて整理すると以下の通りです。
- 校正はMSAの一部:校正でカバーできるのは偏り・安定性・直線性の3要素のみ
- MSA5要素(偏り・安定性・直線性・繰返し性・再現性)を理解して評価する
- GR&Rの%GR&R判定基準:10%未満(合格)・10〜30%(条件付き許容)・30%以上(不合格)
- ndc5以上であることも合わせて確認する
- MSA対象機器の選定:コントロールプランと特殊特性を起点に優先順位をつける
- クロスタブ法:計数値検査(外観・OK/NG判定)にはGR&Rではなくクロスタブ法が必要
- AIAGリファレンスマニュアル準拠:独自手法ではなく国際標準手法に基づいた実施が必要
- MSA実施要領書:対象・手法・判定基準・頻度・記録方法を文書化する
- 計測機器台帳:MSA対象・非対象の区分と実施結果を一覧管理する
「校正しているからMSAは不要」という認識が最も危険です。特に特殊特性工程への未実施と計数値検査へのクロスタブ法未実施が最多の審査指摘パターンであることを念頭に、自社の現状を確認してください。
7.1.5.1.1項は「何をどう実施すれば審査で通るか」の判断が難しい条項のひとつです。「対象機器の選定が合っているか確認したい」「GR&Rの結果の解釈に迷っている」という場合は、メールコンサルティングで個別にご相談いただけます。
第7章は条項の範囲が広いだけでなく、自社の設備・測定機器・試験内容によって対応すべき内容がまったく異なる章です。
・ラボスコープに何をどこまで含めるべき?
・MSAの対象測定器の選定基準が曖昧
・校正外れが発生したときの遡及対応ルールは?
・OJTの力量評価基準をどう設定すればいい?
こうした「自社の設備構成・測定環境に合わせた個別判断」が必要な場面では、サンプル帳票の活用も効果的!
【サンプル例】
▶ 内部試験所表示(ラボスコープ)
(https://partner.iatf-iso.net/product/71531/)
▶ MSA:クロスタブ法
(https://partner.iatf-iso.net/product/71511-2/)
「自社固有の判断」が必要な場面では、1質問から利用できるメールコンサルも便利です。